
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
その他 難加工・ばね製作事例一覧
-

片端がコイルの内側に入り込んだ特殊形状のトーションバネ
- トーションばね
- 硬鋼線
- 自社で製作した特殊な芯金を用いて対応
-

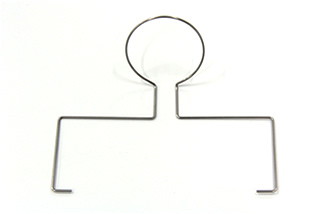
不等間隔ピッチで鉄の直線材を曲げた自転車部品
- 線材曲げ加工品
- 鉄
- 不等間隔ピッチを職人技で調節
- コイル材ではなく直線材を用いて自動機は使わず製作
-

有効巻き数0.5、かつD/dが大きい特殊コイル
- 圧縮ばね
- 硬鋼線
- 有効巻き数が非常に小さいため高さの調節が難しい
- D/dが大きいため外径の調節が難しい
-

太径の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 線径10mmの太径にも対応
-

線径が細すぎるかつD/dが大きすぎる引張バネ
- 引張ばね
- ステンレス鋼線
- 線径が細すぎてフック部を立ち上げるのが困難
- D/dが大きすぎるためコイルの密着部の安定が難しい
-
円→直線に曲げるというシンプルでも地味に難しい加工を施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 円→直線にするためのひずみとりが難しい
-

軽量化にアルミを採用した加工品
- その他特殊ばね・線材
- アルミ
- 軽量で耐食性が高いアルミを使用
-

旋盤で加工した線材曲げ加工品
- 線材曲げ加工品
- 鉄
- 治具製作用の旋盤で加工
- 専用の設備を揃えずともコストを抑えて試作可能
-

異形線のコイリングを自動機で実現したバネ
- その他特殊ばね・線材
- ステンレス鋼線
- 異形線のコイリングを自動機で行いコスト削減!
-

引張バネとトーションバネを合わせたバネ
- 引張ばね
- トーションばね
- ステンレス鋼線
- 引張バネとトーションバネの機能を合わせたバネ
- 負荷がかかる箇所を正確に把握した上で突起部分を加工
-

専用の加工機を自社製作して価格を抑えた線材曲げ加工品(建築資材)
- 線材曲げ加工品
- めっき線
- 専用の特注加工機を作成し、コストダウンに成功
-

面取りを行った線の両端を密着させた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 先に面取りの作業を行う必要があるため、加工後の微調整が不可
- 先端を密着させるためひねりを加え、熱処理後の膨張も加味して加工
-
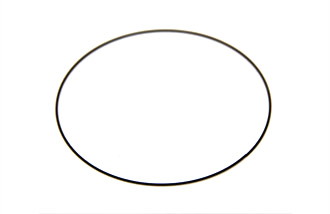
D/d≒100、公差±0.2のスナップリング
- リング
- その他特殊ばね・線材
- ピアノ線
- 線径に対してコイル平均径が非常に大きいため自動機での加工は不可
- コイリングで巻き上げ後、熱処理後の歪みも考慮した上で試行錯誤を重ね、±0.2の厳しい公差の要望を実現
-

コスト削減のため別のアプローチを提案した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コスト削減に繋がる形状の提案
-
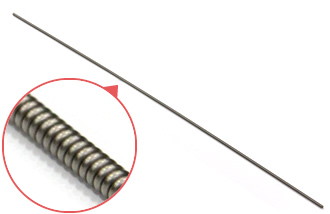
難加工かつ量産を前提としたD/d≒2の細長いコイル
- 引張ばね
- ステンレス鋼線
- D/d≒2かつ、細いため自動機での加工は不可
- たわみの誤差がシビア
- 熱処理で調節することで、手加工の時間を短縮し、かつ精度を高めることが可能に
-

U字型のR曲げ線材加工品
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
- 線径が大きいため自動機での加工は不可
- U字型の腕が左右まったく同じRになるよう加工
- 納期、コストを抑えた方法で正確に製作
-

曲げ11か所の複雑形状の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げ11か所、複雑形状の完全手加工品
- 先端のカットと歪みとりを同時に行い加工工程を削減
-

短納期への挑戦を繰り返した逸品
- その他特殊ばね・線材
- 鉄
- 大量生産、納期短縮のため専用の設備を作成
- プレス後の部材はエアーで吹き飛ばし、取り出し作業を省略
-

医療機器向け線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 端の曲げ部分が自動機での加工不可
- 専用の治具を作成し実現
-

大・小異なる径を自動コイリング機で一発成型したコイル
- 線材曲げ加工品
- リング
- ピアノ線
- 通常2段階の加工が必要なところを、一発成形
- 設計まで踏み込んだヒアリングにより加工方法の提案が可能
-

初張力に公差がある引張バネ
- 引張ばね
- ステンレス鋼線
- 初張力の公差を実現するため、あえて熱処理なしで加工
- 職人による絶妙な巻き加減