
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
その他 難加工・ばね製作事例一覧
-

二重らせんの圧縮バネ(試作)
- 圧縮ばね
- ピアノ線
- 加工方法を工夫して二重らせんを実現
-

巻きピッチが非常に大きいコイル
- その他特殊ばね・線材
- ピアノ線
- 巻きピッチが大きいことでコイル材の癖が影響する難易度の高い加工を実現
-

D/dが小さすぎる密着バネ
- その他特殊ばね・線材
- 硬鋼線
- D/d=2という厳しい条件下での製作
-

あえて逆丸フックを採用した引っ張りバネ
- 引張ばね
- ステンレス鋼線
- コストを優先して逆丸フックをあえて採用
-

線材が折れてしまう問題を加工方法の工夫で解決したトーションバネ
- トーションばね
- ピアノ線
- 線材が折れてしまう現象を加工方法を工夫することで解決
-

テンパー処理で初張力のばらつきをコントロールした引っ張りバネ
- 引張ばね
- ピアノ線
- 熱処理時の温度を管理して初張力のばらつきをコントロール
- フック部分の余分なひずみとりの工程を省きコストを削減
-
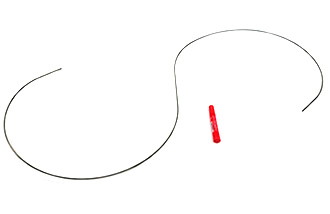
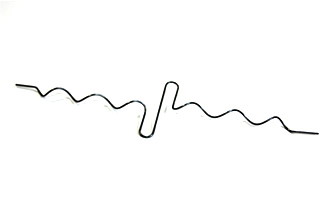
D/d≒150のS字の大きな線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 本来直線矯正で用いるベアリングで曲げ加工を実施
-

左右でコイル径の大きさと巻き方向が異なるトーションバネ
- トーションばね
- 硬鋼線
- 左右で径(トルク)と巻き方向が異なる
-

機能要件に支障がない範囲で仕様変更しコストダウンした正三角形リング
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 線の両端にほんの僅かな隙間を許容するだけで、完全密着に必要な加工工程が削減可能
-

コイル巻き数15で、腕の角度公差を±5°に抑えたトーションバネ
- トーションばね
- ピアノ線
- 腕部分の角度公差を±5°に抑えた
-

回転式のベンダー加工で費用を抑えて製作した建築資材
- 線材曲げ加工品
- 鉄
- 加工方法の工夫で費用を抑えて対応
- 先端加工済の材料を使うため後工程での調節が不 可能
-

直線材の調達方法でコスト削減を提案した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- 直線材を調達する方法をお客様と相談してコスト削減を提案
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
- 線材曲げ加工品
- リング
- 硬鋼線
- 自社オリジナルの治具で工程を大幅に削減
- 熱処理を考慮して径を調節
-

たった3つのベアリングでコイル材の直線矯正に成功した加工品
- 線材曲げ加工品
- ステンレス鋼線
- 3つのベアリングでコイル材を直線に加工
-
公差の要点を押さえて管理コストを削減した電線金具
- 線材曲げ加工品
- 鉄
- 試作前にプロトタイプを製作して懸念点をあらかじめ確認
- 事前に優先する箇所を確認し、出戻りをなくすよう工夫
-

R曲面のある楕円形の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 切り口のスペースが狭く加工しづらい
- Rが非常に大きい
-

線径に対して内径のRが大きく、フック部分がU字形状の印刷機械部品
- 線材曲げ加工品
- ステンレス鋼線
- 線径に対して内径のRが非常に大きい
- フック部分がU字
-

曲げRが非常に小さい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 芯金の形状を工夫して小さすぎるRに対応
-

ピンセットのような用途に使われる線材加工品
- その他特殊ばね・線材
- 硬鋼線
- 先端の爪部分のナナメカットが左右対称
- 手に納まるちょうど良いサイズと適切な強度を実現する線径の選定
-

アーム(腕部分)がU字になっているトーションバネ
- トーションばね
- ステンレス鋼線
- U字のアーム部分の位置合わせと巻ピッチの管理が困難
-

2つのコイル間の寸法管理が困難な特殊トーションバネ
- トーションばね
- ピアノ線
- 2つのコイル間の寸法管理が困難