
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
機械器具 難加工・ばね製作事例一覧
-

コイル外径(D/d)が大きい、異形線の線材加工品
- リング
- その他特殊ばね・線材
- ピアノ線
- 新しく専用機を設置し、自動機での加工が可能に
-

先端を面取りした、コイル外径(D/d)が大きいトーションバネ
- トーションばね
- 硬鋼線
- 加工前に面取りが必要なため自動機は不可。
- D/d=10.5と非常に大きいため専用治具による曲げ加工が必要
- 先端どうしの位置を揃えるための専用の治具を使用
- 熱処理後に径が小さくなる性質を考慮して加工前後の先端の位置を調節
-

直線部が非常に長い引張バネ
- 引張ばね
- ステンレス鋼線
- 直線部が非常に長いため伸直線を利用
- フック部分D/d≒30の加工を実現
-
偏心的なプレス加工をしたステンレス鋼線
- その他特殊ばね・線材
- ステンレス鋼線
- 強度の低い線材の提案。
- 従来のプレス方法を変更して材料の破断を回避
-

耐久性が高い両絞りフックの引っ張りバネ
- 引張ばね
- ピアノ線
- フック部の線径をばね部の線径より太くできるメリットも
- 両絞りに必要な専用の治具を独自開発
- 手作業の加減が職人技
-
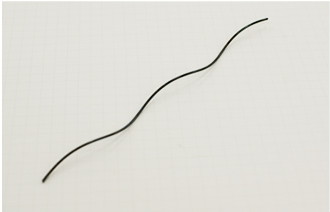
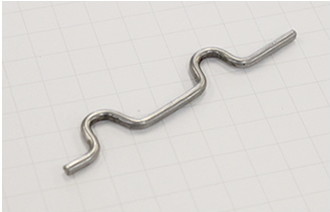
巻きピッチの不動を抑えた圧縮バネ状の巻き加工品(ラッシング、スパイラル)
- その他特殊ばね・線材
- 硬鋼線
- コイル径が小さく巻ピッチが粗いため、ピッチの測定が困難
- 専用の治具・装置をつくり一発成形
-

公差100分の数ミリ単位、高精度なバネ(オイルシール用密着巻きバネ)
- その他特殊ばね・線材
- 硬鋼線
- 径がずれやすい端部分において、公差100分の数ミリ単位を実現
-

スプリングバックを計算し設計したトーションバネ(シャッター巻き上げ用バネ)
- トーションばね
- 硬鋼線
- 小ロットのため芯金巻きで製作
- D/dが大きいことからスプリングバックも大きくなることを考慮して調整、設計
-

線径φ10、先端カット部が非常に短いコードフック
- その他特殊ばね・線材
- ステンレス鋼線
- 先端カット部が非常に短いため、通常の切断金型に一工夫加えて加工
-

規格外のRピン(松葉ピン・スナップピン)
- その他特殊ばね・線材
- 硬鋼線
- 専用治具を製作して規格外のRピンを加工
-

コイル外径(D/d)=20で内径公差+0、-0.1のホースバンド
- 線材曲げ加工品
- ステンレス鋼線
- D/d=20、内径公差[+0,-0.1]の通常不可能な条件をクリア
- 全工程の工程寸法
- 能力管理から出荷検査まで、徹底した管理を行い実現
-

風呂浴槽の排水溝キャップ吊り下げ金具
- 線材曲げ加工品
- ステンレス鋼線
- 自動機で製作可能で、成形自体の難易度は高くない
- 量産時に製品どうしが絡むことを考慮して対応
-

異形線(平線)の引っ張りバネ
- 引張ばね
- ピアノ線
- 異形線(平線)をあえて寝かせて巻き取ることで大きな初張力を得た逸品
- 立てて巻き取るだけでも難しいところを寝かせて巻き取るのはまさに職人技
-

コイル外径(D/d)が大きく、且つ、精度要求の厳しい圧縮バネ
- 圧縮ばね
- 硬鋼線
- 通常では不可能な条件を、職人の手による緻密な芯取りで実現