
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
機械器具 難加工・ばね製作事例一覧
-
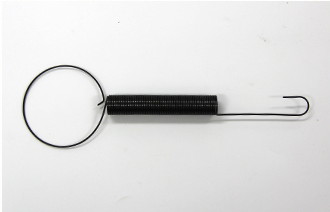
両端をリング状とフック状に加工した引張バネ
- 引張ばね
- ピアノ線
- リング部分のD/dが非常に大きい
- フック部分は一度巻いた線材を特定の長さまで引っ張り戻して加工
-

パイプキャッチャーに用いられるフォーミング加工品
- 線材曲げ加工品
- ステンレス鋼線
- 熱処理後の形状の変化をあらかじめ想定した上で加工
- 専用の治具を作成
-

2本の細い線材を並列に巻いた引張バネ
- 引張ばね
- ステンレス鋼線
- 2本の線材を同時並列に巻いて加工
- 専用の芯金を製作
- 4本同時に巻いたものもあります
-

円筒状ゴムを内側から広げる用途のトーションバネ
- トーションばね
- ステンレス鋼線
- 設計から加工まで一貫対応
- 依頼者と相談の上、試行錯誤を繰り返し実現
-
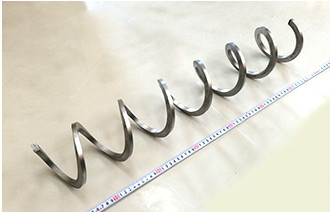
送り装置用スパイラル
- その他特殊ばね・線材
- ステンレス鋼線
- 異経線を用いた全長4mもの長さがあるバネ
- 専用の芯金パイプと、巻く際にブレないようにする線ガイドを作成
-
ひずみ取りを施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げ加工後にひずみ取り処理
- スプリングバックを加味して平面で加工
-

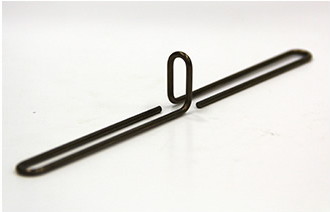
ひずみを取った抜け止めピン(ダルマピン)
- 線材曲げ加工品
- ステンレス鋼線
- 一旦芯金に巻きつけた後ひずみ取りをすることで、綺麗な平面を実現
-

搬送機に利用されるねじりコイルバネ(トーションバネ・キックバネ)
- トーションばね
- 硬鋼線
- コイル部と直線部の距離が近い
- 熱処理やスプリングバックを加味した微妙な巻き加減
-
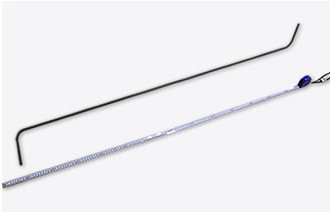
全長1.3mのトーションバー
- 線材曲げ加工品
- ステンレス鋼線
- 全長1.3mもの長さ
- 専用治具を製作したうえで手加工
-

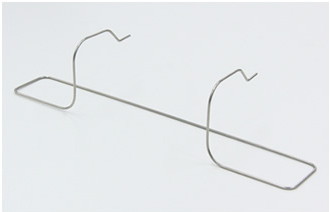
ひずみを除去した線材曲げ加工品(織機部品)
- 線材曲げ加工品
- ステンレス鋼線
- 直線分が長いため自動機での加工は不可
- 両端の曲げ箇所の隙間がほぼない
- 専用の治具を用いたひずみ取り処理
-

工具に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 絶妙なくびれを出すため、リング状の線材を金型に嵌めて突くことで実現
-

建築金物に使用される両端をC面取りした鉄線
- 線材曲げ加工品
- 鉄
- 両端にC面取りを施すため自動機での加工は不可
- 材質ごとのスプリングバックの違いを考慮して加工
- ベンダー加工とプレス加工を組み合わせた逸品
-
展開長も、直線部も長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コイル材を使用せず、直線材をカットして加工
- それに伴い専用の機械を製作
-

クッション性をもたせたRが大きい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- Rの大きさと必要な荷重を得るための高さの両方の管理が必要
- 専用の金型を製作して職人による手加工を実現
-

M6ナットをはめるテーパー状密着圧縮バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 密着バネとテーパー状の圧縮バネを一気に巻いて製作
- ナットがぴったりはまるという公差要望をヒアリングを重ねて実現
-
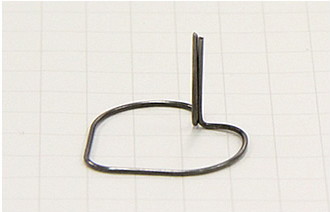
部品保持用の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 立ち上げ部が密着しているため自動機は不可
- 立ち上げ部を加工してから手加工にて製作
-

ピンを保持する線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 設計の段階から形状を提案
-

三価クロメート処理を施したトーションバー
- その他特殊ばね・線材
- 硬鋼線
- 水平からみると十字になるよう、専用の検査治具を用いて対応
- 精度を高めるため曲げる前に材料を圧着
-

ワンタッチロックの線材加工品
- 線材曲げ加工品
- ピアノ線
- 緻密な計算により穴の位置を算出
- 破損を防ぐため力を逃がす工夫
-

片面が面取りされた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 片面を面取りしているため自動機は不可
- 材質を工夫することで1回の工程で加工
-

亜鉛メッキの表面処理を施した線材加工品
- その他特殊ばね・線材
- めっき線
- 2本同時加工
- 2本それぞれの輪っかの径のズレを微妙な力加減で調節
- 鉄線への巻きつけは、輪っか部分を固定して、職人の手で正確に加工