
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
一般産業機械 難加工・ばね製作事例一覧
-

ばね指数(D/d)が非常に小さい密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- D/d≒1.9 を実現
- 自動機不可のため手加工にて対応
- 直角にするため両端に研磨加工を実施
-

密着バネを芯にした運搬装置
- その他特殊ばね・線材
- ステンレス鋼線
- 一本のバネを溶接なしで曲げて加工
- 密着バネの線径に対してコイル径が小さいため手加工にて対応
- 密着バネを芯金にする際、たわまないよう巻くのが困難
-

撹拌棒に用いるラセン板
- その他特殊ばね・線材
- 鉄
- 均一に材質を曲げてピッチをそろえることが難しい
-

弁ばね用材を使用したねじりコイルバネ
- その他特殊ばね・線材
- オイルテンパー線
- 全長が決まっているため巻ピッチの管理が難しい
- 両端の直線部が平行
- 精度を高めるためひとつひとつ検査
-

バルブ(弁バネ)に使用する円錐スパイラル
- その他特殊ばね・線材
- ステンレス鋼線
- 設計~製作まで一貫対応
- 両端を削ることで完璧な平行度を実現
- 品質を高めるため、全数芯取り検査を実施
-

楕円形状の円錐バネ
- その他特殊ばね・線材
- ピアノ線
- 決まった寸法の中で一巻きずつ手加工で製作
- 2度の熱処理で高品質を実現
-

全長が指定された特殊ばね
- その他特殊ばね・線材
- オイルテンパー線
- 直線部分からR、全長に至るまで長さが指定されているため、ピッチを均等に揃えることが必須
- 小ロットのため手加工にて対応
-

省スペースを実現するダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
- コイル外径とスプリングバックを加味した曲げ具合を実現
-

線径がφ3.0以上のピッチ間隔が小さいトーションバネ
- トーションばね
- ステンレス鋼線
- 線径が3.0以上でも半自動機を用いて加工
- 職人による小さいピッチ間隔の管理
- 熱処理後の径の変化を想定した上で加工
-

ピアノ線で特殊な線径φ3.8を使用したトーションバネ
- トーションばね
- ピアノ線
- 荷重計算の調整が容易にできるよう、特殊なφ3.8の材質を使用
- アームの曲げ部分はコイル部と接触しないよう加工
-
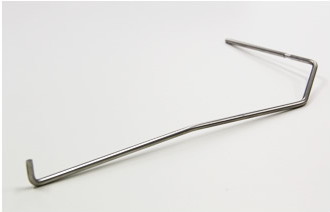
カバーを押さえる保持金具の線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 設計の段階から形状の提案
- 作業効率アップと、コストダウンを実現
-

コイル外径が非常に小さいオイルシールの密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 先端6巻のコイル外径が非常に小さい
- 厳しい公差管理の実現
- 熱処理後の径をあらかじめ想定した上で加工
-

並列巻きをした異形線
- その他特殊ばね・線材
- ピアノ線
- 異形線を2本同時に並列巻き
- 自社開発の異形線のズレを抑えるための専用のガイドを使用
- 2本同時に巻くことで、1つの製品でトルクを2倍に
-

長さ16mの超長巻の密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 16mもある長巻バネを、専用の設備を用意して加工
-

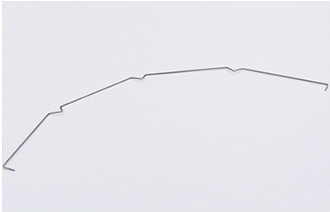
ニッケルメッキ処理を施した線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機が不可
- R曲げがきついため手加工必須
-

直線部をコイル部に密着させたトーションバネ
- トーションばね
- ピアノ線
- 直線部がコイル部に密着
- 自動機では精度を保てないため手加工
-

オイルシールに使用されるバネ
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- バネの先端をハンダ付した際に正円にすることを想定し、楕円の形をななめに巻きつけ
- 専用のワイヤーガイドで楕円に
-

直角度の公差が±1度の圧縮バネ
- 圧縮ばね
- ピアノ線
- 直角度の公差が±1度、寸法の公差±0.48の緻密さが要求された逸品
- 職人技による均一なピッチ間隔
-
角度の公差が±0.5度と非常に厳しい線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 角度の公差が非常に厳しい
- 各曲げ箇所に金型を用意し加工
-

一般産業機械で使用されるケース付きゼンマイバネ
- その他特殊ばね・線材
- 廃盤部品の製作
- ケースに収まるよう予め形状を想定し、絶妙な力加減での加工が必要
-

Rが非常に大きく、シームレスパイプの曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 通常対応していないパイプ曲げ加工の実現
- パイプ加工の企業に依頼するより費用を抑えて提案