
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
電気機械器具 難加工・ばね製作事例一覧
-

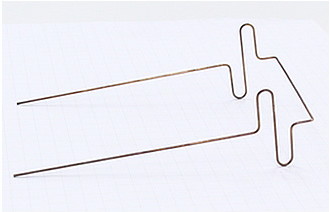
コードフック(クランプ)に使用するRの曲げがきつい線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 複雑形状のため自動機での加工は不可
- 専用の金型を製作
- 熱処理後の径の変化を想定した上で加工
-

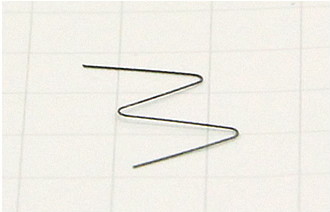
オートバイの部品に使用されるコードフックの線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 線径に対してフック部の径が小さいため自動機での加工は不可
- 熱処理後の形状を想定してクロス部分を加工
-
展開長が長い通電部品の線材曲げ加工品
- 線材曲げ加工品
- リン青銅
- 展開長が長いため自動機での加工は不可
- 自社開発の専用金型にて加工
-

フック部の内Rが非常に小さいダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- フック部の内Rが非常に小さい
- 独自の治具を使用して精度を調整
- 加工しやすい材質の提案
-
線径が極小のピアノ線の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 入手の難しい線材でも在庫がある場合あり
- 線径が小さすぎるため自動機は不可
- 線径に合わせた極小の専用金型、ツールを使用
-

コイル外径の変化、且つ、外径が非常に小さい圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- コイル外径が非常に小さいため自動機での加工は不可
- スプリングバックと熱処理後に径が大きくなる特性を事前に考慮し加工
- 専用の芯金を2種類用意
-

コイル部が四角形のリン青銅線
- その他特殊ばね・線材
- リン青銅
- 四角形のR90℃を保つため、熱処理後に角度が大きくなることをあらかじめ想定して加工
-

コイル外径(D/d)の大きな円錐バネ(テーパーバネ)
- 圧縮ばね
- 硬鋼線
- コイル外径が大きいため調節が難しい
- 大径側の先端を内側に巻き込んでストッパーに
- 全圧縮時に平坦になるよう設計
-

鼓型(ボビン型)圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 機械の空きがなかったため手巻き加工で精度の高い加工を実現
- 座巻の成形・自由長・直角度の精度充足は、まさに職人技
-
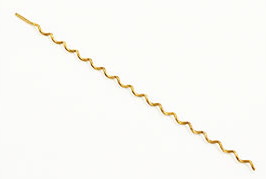
コイル外径(D/d)=1.25の電気抵抗器用スパイラル
- その他特殊ばね・線材
- リン青銅
- 材料が柔らかい、D/dが小さい、巻ピッチが粗いことから自動機での加工は不可
- 巻ピッチの粗さを、巻き取り後に両端を引っ張る加工で解決
-

荷重計算が困難な電気器具用保持バネ
- 線材曲げ加工品
- ステンレス鋼線
- 高額な自動機での試作ではなく、手加工にて7回試作を重ねた末実現
-

コイル外径(D/d)の大きいトーションバネ
- トーションばね
- ステンレス鋼線
- 線径に対してコイル外径が大きすぎるため、自動機では微調整が困難
- 職人による手巻きで実現
-

丸線材の渦巻型平面巻き(電気機械部品)
- その他特殊ばね・線材
- 銅
- 通常外径になるほどピッチ間隔が大きくなるところを、職人の仕上げ加工により等間隔を実現
-

極小の先端U字型曲げ
- 線材曲げ加工品
- 硬鋼線
- 先端U字部分が細く小さいため通常のフォーミングマシンでの加工が不可
- オリジナルの治具で全自動加工を実現
-

コイル外径(D/d)=2.66のベンダー加工
- その他特殊ばね・線材
- 鉄
- 線径12の極太鉄線をD/d≒2.66に曲げるという至難の業
- 岩津発条が得意とするベンダー加工で早く安く綺麗に加工