
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
輸送機器 難加工・ばね製作事例一覧
-
展開長が長い線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 展開長が長いため自動機は不可
- 精度の高い金型製作により、両端の同芯がぴったり一致
-

SUS304を使用したウェーブワッシャー
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 縦のRと横のRの両方を実現するため、専用の金型を設置して加工
-

展開長が長いワイヤーバンド
- 線材曲げ加工品
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- タッチセンサーを活用した独自の専用機や専用金型を使用して自動化による加工を実現
-

鉄道車両に使用されるSUS304-W2の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 材料が短いため巻きつけ作業が困難
- 要望のピッチ間隔にするため材料の巻き方を工夫
-
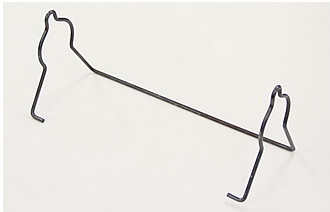
展開長が長い電線保持金具
- その他特殊ばね・線材
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- 専用のR曲げの金型を3つ以上使用して製作
- 多くの曲げ工程を事前にイメージする必要あり
-

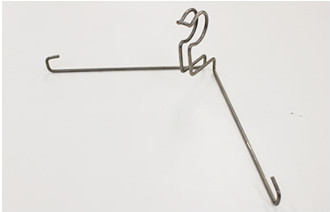
加工工程数が多い、複雑な曲げ加工 (スペーサー・ホルダー)
- その他特殊ばね・線材
- ステンレス鋼線
- 全21工程という加工数の多さ
- 全工程ベンダー加工
-

3ヶ所のRが異なるリング(水上バイク部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 3ヶ所の異なるRを、オリジナルの芯金を作成して実現
-

隙間寸法0.4の二輪用クランプ金具
- その他特殊ばね・線材
- 鉄
- 工夫を重ね、割ピン状の部位の両脚が隙間寸法0.4の位置で真っ直ぐに揃うよう加工
-

コイル外径(D/d)が大きく、内径公差が厳しいワイヤーバンド
- 線材曲げ加工品
- リング
- ピアノ線
- リング部分のスプリングバックの管理とツマミ部分のRの管理、厳しい公差をクリアするため、非常に繊細な調節が必要
-

軟質材料のワイヤーバンド(SUS304-1/8H)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 通常のバネ材のように調質されていないものでも、目視と手加減で調節して、D/d=40以上、公差±0.5を実現
-

公差±0.2のワイヤーリング
- 線材曲げ加工品
- リング
- ピアノ線
- 外径φ90というD/dの大きさの輪に突起部を作成
- 通常の加工手順を変更して、公差の要求を実現
-

パネルや鏡等を取り付けるキャッチスプリング
- 線材曲げ加工品
- ピアノ線
- 3段階の加工で厳しい公差要求をクリア
- 職人による緻密な調整により、長さの公差±0.1の加工が実現