
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
ステンレス鋼線 難加工・ばね製作事例一覧
-

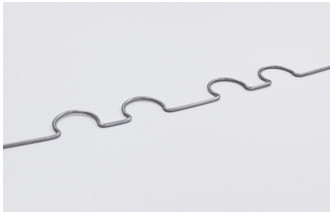
省スペースを実現するダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
- コイル外径とスプリングバックを加味した曲げ具合を実現
-
子供用おもちゃのバネ
- トーションばね
- ステンレス鋼線
- 直線部分が長いため伸直線を使用して加工
- 先端のU字部分は左右が合わさるように曲げる必要あり
-

電気部品に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 通常では不可能な内幅での曲げ加工に成功
- 自動機に改良を加え、量産にも対応
-
自転車の荷台に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 大きなRの管理が難しい
- スプリングバックを考慮して、Rの角度をコントロール
-

線径がφ3.0以上のピッチ間隔が小さいトーションバネ
- トーションばね
- ステンレス鋼線
- 線径が3.0以上でも半自動機を用いて加工
- 職人による小さいピッチ間隔の管理
- 熱処理後の径の変化を想定した上で加工
-
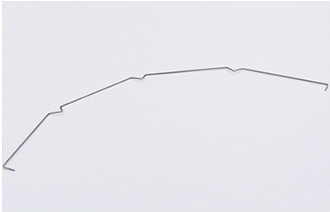
展開長も、直線部も長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コイル材を使用せず、直線材をカットして加工
- それに伴い専用の機械を製作
-

クッション性をもたせたRが大きい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- Rの大きさと必要な荷重を得るための高さの両方の管理が必要
- 専用の金型を製作して職人による手加工を実現
-

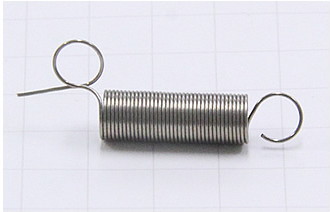
コイル外径が大きく、直線部の長さが長いトーションバネ
- トーションばね
- ステンレス鋼線
- 線径に対してコイル外径が非常に大きく、径の管理が難しい
- 熱処理後の径が大きくなる性質を考慮して加工
- 直線材を用いるため自動機での加工は不可
-
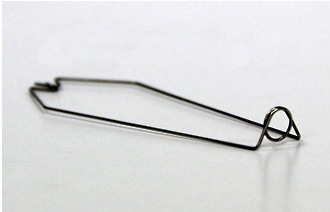
カバーを押さえる保持金具の線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 設計の段階から形状の提案
- 作業効率アップと、コストダウンを実現
-
SUS304-WPBを使用した変則の側面丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
- 丸フックに直線部を含むため自動機での加工は不可
- 岩津独自開発の治具で正確かつスピーディーな加工が実現
-

コイル外径が非常に小さいオイルシールの密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 先端6巻のコイル外径が非常に小さい
- 厳しい公差管理の実現
- 熱処理後の径をあらかじめ想定した上で加工
-
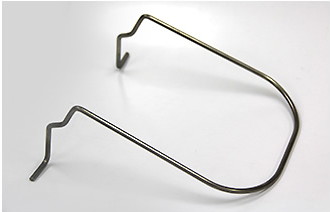
パイプキャッチャーに使用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- ひずみの発生やスプリングバックを考慮すると自動機は不可
- 2箇所にツールを使用し精度の高い加工を実現
-

初張力に公差がある引張バネ
- 引張ばね
- ステンレス鋼線
- 初張力の公差を実現するため、あえて熱処理なしで加工
- 職人による絶妙な巻き加減
-

M6ナットをはめるテーパー状密着圧縮バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 密着バネとテーパー状の圧縮バネを一気に巻いて製作
- ナットがぴったりはまるという公差要望をヒアリングを重ねて実現
-

長さ16mの超長巻の密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 16mもある長巻バネを、専用の設備を用意して加工
-

SUS304を使用したウェーブワッシャー
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 縦のRと横のRの両方を実現するため、専用の金型を設置して加工
-

展開長が長いワイヤーバンド
- 線材曲げ加工品
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- タッチセンサーを活用した独自の専用機や専用金型を使用して自動化による加工を実現
-

インチ単位のサンプルをミリ単位で実現した斜め丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
- 海外製のインチ単位の製品をミリ単位で実現
-
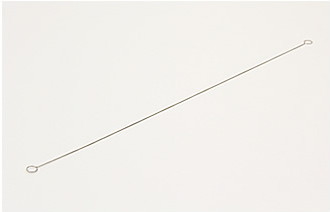
ステンレス鋼線の直線材を加工した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 両端の円部分にひずみがない
- ひずみとりを1工程で行う専用の型を保持
- 線材の在庫が豊富なため試作がしやすい
-

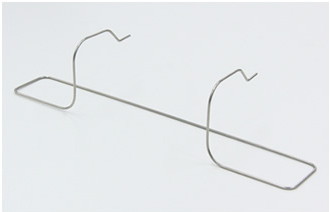
ピンを保持する線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 設計の段階から形状を提案
-

鉄道車両に使用されるSUS304-W2の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 材料が短いため巻きつけ作業が困難
- 要望のピッチ間隔にするため材料の巻き方を工夫