
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
ステンレス鋼線 難加工・ばね製作事例一覧
-

中心にわずかにRをつけた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 自動機で加工可能な場合でも、あえて自動機を使わないことで多くのメリットがあるケースの一例
-

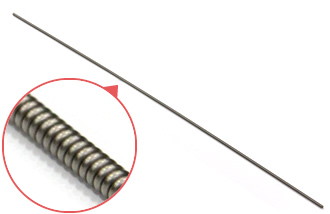
D/d≒4のコイル両端を半丸フックにするという至難の業物
- 引張ばね
- ステンレス鋼線
- 線材に傷をつけずにフック部分を直角に立ち上げるため、治具を試行錯誤して改良
-

面取りを行った線の両端を密着させた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 先に面取りの作業を行う必要があるため、加工後の微調整が不可
- 先端を密着させるためひねりを加え、熱処理後の膨張も加味して加工
-

特殊な材質を用いたバルブ用圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 特殊素材を提案
- それに伴って400℃以上の熱処理が必要だが、500℃まで対応可能な小型電気炉で対応可能
-

コスト削減のため別のアプローチを提案した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コスト削減に繋がる形状の提案
-

フック部分を半円(半丸フック)にした引張バネ
- 引張ばね
- ステンレス鋼線
- フック部分を半円にすることで、お客様の希望の荷重と指定の短さを実現
-

D/d≒35、有効巻き数1.25の特殊コイル
- 圧縮ばね
- その他特殊ばね・線材
- ステンレス鋼線
- D/dが大きいため、専用の芯金を作成し、職人の手により外径コントロール
- 研磨により自由高さの指定をクリア
- 研磨と熱処理の両方の影響を考慮して加工
- 有効巻き数が小さいため荷重管理が困難
-

D/dが大きく両端の形状が特殊なトーションバネ
- トーションばね
- ステンレス鋼線
- 両端のRの形状が特殊なため手加工が必須
- 直線材では内部応力が作用するためコイル材での加工
- 両端は材料を長めに公差させて歪みをとる作業が必要
-

線径0.18の細すぎるガータースプリング
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- 線径が小さすぎるため自動機での加工はばらつきが大きくなり不可
- 専用の装置を製作することで、手加工でも品質高く加工できる仕組みを実現
-

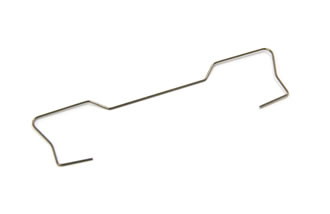
パイプ受け用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げのRの仕様が自動機では加工が難しい
- 芯金に沿わせてまとめて並行に曲げる加工で左右対称を実現
- 専用の芯金を製作
-
難加工かつ量産を前提としたD/d≒2の細長いコイル
- 引張ばね
- ステンレス鋼線
- D/d≒2かつ、細いため自動機での加工は不可
- たわみの誤差がシビア
- 熱処理で調節することで、手加工の時間を短縮し、かつ精度を高めることが可能に
-

U字型のR曲げ線材加工品
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
- 線径が大きいため自動機での加工は不可
- U字型の腕が左右まったく同じRになるよう加工
- 納期、コストを抑えた方法で正確に製作
-

曲げが非常にきつい電化製品用部品
- 線材曲げ加工品
- ステンレス鋼線
- 爪部分の曲げに直線部分が含まれるため自動機での加工は不可
- 曲げが非常にきついものの職人による緻密な加工で実現
-

曲げ11か所の複雑形状の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げ11か所、複雑形状の完全手加工品
- 先端のカットと歪みとりを同時に行い加工工程を削減
-

医療機器向け線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 端の曲げ部分が自動機での加工不可
- 専用の治具を作成し実現
-

一発成型したヒューズのクリップ用板バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 複雑形状の一発成形品
- 大幅なコストダウンの実現
-

金型不使用のUターンパイプ曲げ加工
- その他特殊ばね・線材
- ステンレス鋼線
- 金型を作らず、治具による曲げ加工
- 試作コストの大幅削減に成功
-
電子部品に用いる左右対称線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 片側の形が正確に加工できる専用治具を作成し、左右対称を実現
-

洗面台の取っ手用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 手加工により美しい曲げを実現
-

照明器具用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 2つの曲げ部分が重なっているため治具の調整が難しい
- 熱処理後の膨張を加味した上で加工
-

オイルシール用リング状バネ(ガータースプリング)
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- 線径に対してコイル径が小さいため径の管理が難しい