
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
ピアノ線 難加工・ばね製作事例一覧
-
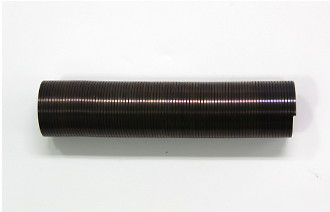
異形線の密着コイルバネ
- その他特殊ばね・線材
- ピアノ線
- 断面が台形の異経線を使用
- 熱処理による材料の収縮も考慮して製作
-
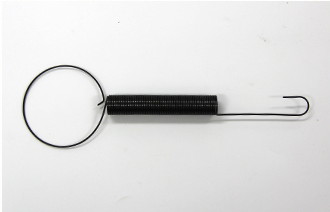
両端をリング状とフック状に加工した引張バネ
- 引張ばね
- ピアノ線
- リング部分のD/dが非常に大きい
- フック部分は一度巻いた線材を特定の長さまで引っ張り戻して加工
-

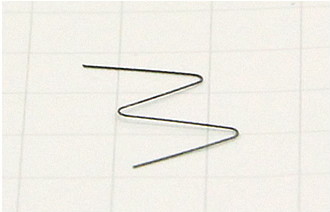
巻を階段状にずらした引張りバネ
- 引張ばね
- ピアノ線
- 巻部分の片端を一巻ずつ階段状にずらした特殊形状
- 専用のガイドを作って製作
-
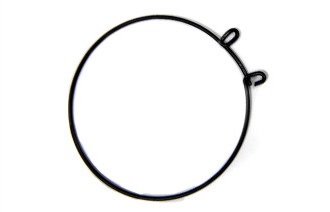
ケーブルの結束バネ
- 線材曲げ加工品
- リング
- ピアノ線
- Rの曲げがきつい箇所があるため手加工での製作
-

農業用ハウスに利用されるトーションバネ
- トーションばね
- ピアノ線
- 熱処理前後の材料の収縮を計算して製作
- Rの曲げがきつい箇所を、極力膨らみを抑えて加工
-

鉄道車両に利用される複雑な形状のバネ
- その他特殊ばね・線材
- ピアノ線
- 真ん中のねじれ箇所があるため、コイルの芯を合わせるのが困難
- 専用の治具を作り量産を可能に
-

楕円形状の円錐バネ
- その他特殊ばね・線材
- ピアノ線
- 決まった寸法の中で一巻きずつ手加工で製作
- 2度の熱処理で高品質を実現
-

コイル外径が大きい、ピッチ巻きのトーションバネ
- トーションばね
- ピアノ線
- 線径に対してコイル外径が大きいため、径の管理が難しい
- 熱処理後の径の変化を考慮して加工
- ピッチの管理とアームの角度の管理を両立
-

ピアノ線で特殊な線径φ3.8を使用したトーションバネ
- トーションばね
- ピアノ線
- 荷重計算の調整が容易にできるよう、特殊なφ3.8の材質を使用
- アームの曲げ部分はコイル部と接触しないよう加工
-

オートバイの部品に使用されるコードフックの線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 線径に対してフック部の径が小さいため自動機での加工は不可
- 熱処理後の形状を想定してクロス部分を加工
-

ホースバンドに使用されるSWP-Aの線材曲げ加工品
- 線材曲げ加工品
- リング
- ピアノ線
- 爪部の直線部が短いため手加工が必要
- あらかじめ直線部を長くとり、曲げた後にカットして実現
-

並列巻きをした異形線
- その他特殊ばね・線材
- ピアノ線
- 異形線を2本同時に並列巻き
- 自社開発の異形線のズレを抑えるための専用のガイドを使用
- 2本同時に巻くことで、1つの製品でトルクを2倍に
-
展開長が長い線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 展開長が長いため自動機は不可
- 精度の高い金型製作により、両端の同芯がぴったり一致
-
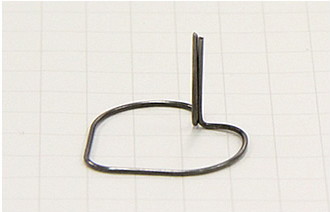
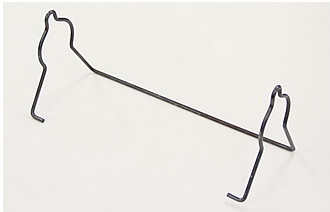
部品保持用の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 立ち上げ部が密着しているため自動機は不可
- 立ち上げ部を加工してから手加工にて製作
-
線径が極小のピアノ線の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 入手の難しい線材でも在庫がある場合あり
- 線径が小さすぎるため自動機は不可
- 線径に合わせた極小の専用金型、ツールを使用
-

直線部をコイル部に密着させたトーションバネ
- トーションばね
- ピアノ線
- 直線部がコイル部に密着
- 自動機では精度を保てないため手加工
-

コイル外径が非常に小さい圧縮バネ
- 圧縮ばね
- ピアノ線
- 短納期のため手加工で実現
- コイル外径が非常に小さい
- 専用の芯金で製作
-

ワンタッチロックの線材加工品
- 線材曲げ加工品
- ピアノ線
- 緻密な計算により穴の位置を算出
- 破損を防ぐため力を逃がす工夫
-

直角度の公差が±1度の圧縮バネ
- 圧縮ばね
- ピアノ線
- 直角度の公差が±1度、寸法の公差±0.48の緻密さが要求された逸品
- 職人技による均一なピッチ間隔
-

2本同時に巻きつけたトーションばね(蓄音機のブレーキばね)
- トーションばね
- ピアノ線
- 精度の高い2本同時巻
- 専用の芯金を用意
-

コイル外径(D/d)が大きい、異形線の線材加工品
- リング
- その他特殊ばね・線材
- ピアノ線
- 新しく専用機を設置し、自動機での加工が可能に