
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
硬鋼線 難加工・ばね製作事例一覧
-

Rが大きく直線の平面な位置合わせが困難な線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面な位置合わせが非常に困難
-

片端がコイルの内側に入り込んだ特殊形状のトーションバネ
- トーションばね
- 硬鋼線
- 自社で製作した特殊な芯金を用いて対応
-

有効巻き数0.5、かつD/dが大きい特殊コイル
- 圧縮ばね
- 硬鋼線
- 有効巻き数が非常に小さいため高さの調節が難しい
- D/dが大きいため外径の調節が難しい
-

Rが非常に小さく、密着箇所が2つある線材曲げ加工品(カー用品部品)
- 線材曲げ加工品
- 硬鋼線
- 2箇所の密着難加工部分が存在
- 小さすぎるRの曲げを実現
-

専用治具を用いて自動機で一発成型したねじりコイルバネ
- トーションばね
- 硬鋼線
- 複雑形状を自動機で一発成型
-

フックにコイル線径の2倍の線材を使用した両絞りの引張バネ
- 引張ばね
- 硬鋼線
- 高い耐久性を実現するため、フック部分の線径を太くすることを提案
-

トーション部分をもつハンガー形状線材加工品
- トーションばね
- 線材曲げ加工品
- 硬鋼線
- 大きいため自動機での加工は不可
- 専用治具を作成して加工
- 固定するモノが傷つかないよう面取り加工
-

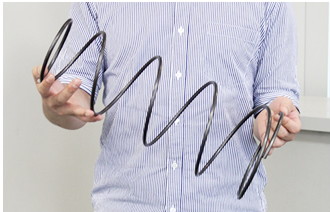
アルキメデス螺旋の渦巻きバネ
- リング
- その他特殊ばね・線材
- 硬鋼線
- 線材を内側に巻いて等間隔に隙間をあけるのが困難
- 職人による新たな加工方法の考案により実現
-

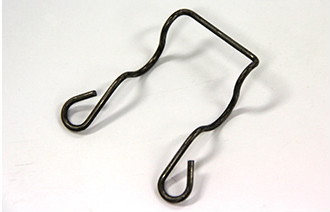
面取りが施されたSフック
- 線材曲げ加工品
- 硬鋼線
- 直線材をカットし、面取りを施した後曲げている
- 材質が非常に硬いため、油圧ベンダーを用いて加工
-

搬送機に利用されるねじりコイルバネ(トーションバネ・キックバネ)
- トーションばね
- 硬鋼線
- コイル部と直線部の距離が近い
- 熱処理やスプリングバックを加味した微妙な巻き加減
-

農機具に使われるダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- 直線部が長いため自動機での加工は不可
- 正確な寸法管理と職人の技術力により完璧な左右非対称を実現
-
二輪自動車に利用される線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 金型を改良して完璧な左右対称を実現
-

コードフック(クランプ)に使用するRの曲げがきつい線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 複雑形状のため自動機での加工は不可
- 専用の金型を製作
- 熱処理後の径の変化を想定した上で加工
-

フック部の内Rが非常に小さいダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- フック部の内Rが非常に小さい
- 独自の治具を使用して精度を調整
- 加工しやすい材質の提案
-

ニッケルメッキ処理を施した線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機が不可
- R曲げがきついため手加工必須
-

三価クロメート処理を施したトーションバー
- その他特殊ばね・線材
- 硬鋼線
- 水平からみると十字になるよう、専用の検査治具を用いて対応
- 精度を高めるため曲げる前に材料を圧着
-

人形劇用ぬいぐるみに仕込む圧縮ばね
- 圧縮ばね
- 硬鋼線
- 商品のフォルムに合わせて調整
- 加工前にあらかじめ大きさを想定することが必要
-

先端を面取りした、コイル外径(D/d)が大きいトーションバネ
- トーションばね
- 硬鋼線
- 加工前に面取りが必要なため自動機は不可。
- D/d=10.5と非常に大きいため専用治具による曲げ加工が必要
- 先端どうしの位置を揃えるための専用の治具を使用
- 熱処理後に径が小さくなる性質を考慮して加工前後の先端の位置を調節
-

薄く編み込み型にした自動車バッテリー部品の引張ばね
- 引張ばね
- 硬鋼線
- 多数の曲げ工程数があるにもかかわらず指定の薄さを実現。
- 線材のねじれをなくす独自の曲げ加工法を開発
-
線径・コイル外径・自由長が大きい円錐圧縮バネ
- 圧縮ばね
- 硬鋼線
- 線径、コイル外径、自由長が大きいため自動機不可。
- 芯金を使用した手加工にて製作。
- 岩津オリジナルの専用芯金を製作
-

線径の細い、逆丸フックの引っ張りバネ
- 引張ばね
- 硬鋼線
- 小ロットのため手作業での製作
- 岩津独自の治具「環立て」で高品質・短納期を実現