
















「ばね製作記 逸品」

種類×素材で特殊ばね製作事例を探す
-
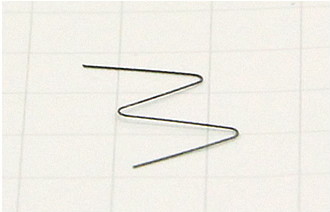
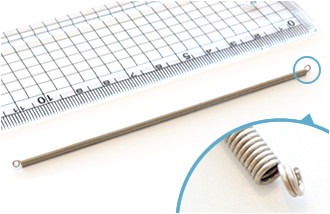
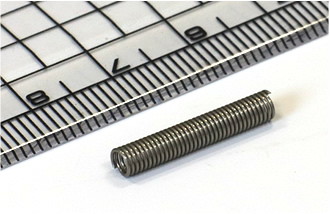
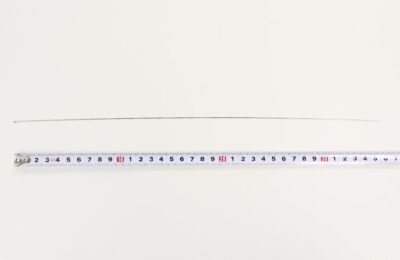
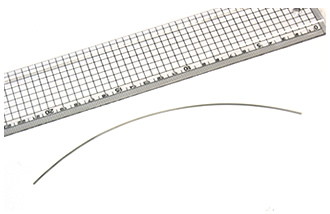
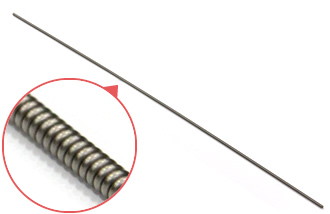
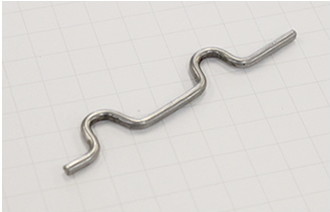
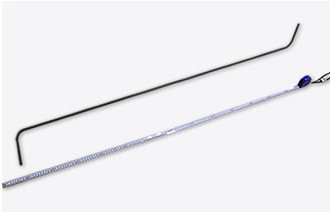
線径が極小のピアノ線の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
線径:0.12mm
- 入手の難しい線材でも在庫がある場合あり
- 線径が小さすぎるため自動機は不可
- 線径に合わせた極小の専用金型、ツールを使用
-

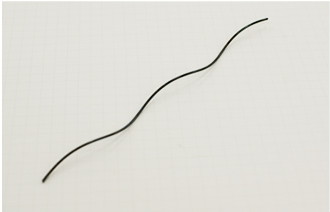
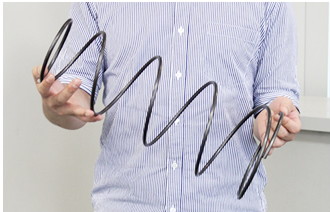
特殊材を使ったゼンマイばね
- その他特殊ばね・線材
- その他材質
線径:板厚0.12mm
- 特殊材を使用
- 所定の範囲に多数の巻数を収めることに成功
-
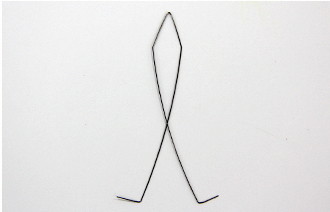
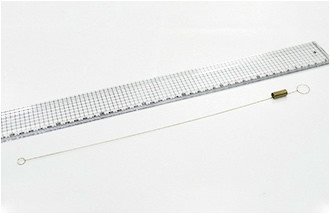
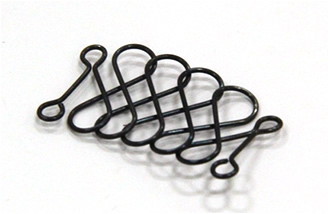
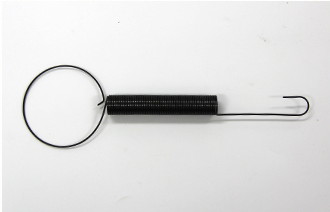
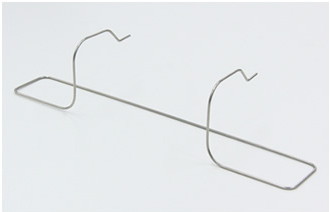
フック同士を引っかけてジョイントさせるガータースプリング
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.16mm
- ジョイント部分のD/dが限界値を超えた場合の設計事例
-

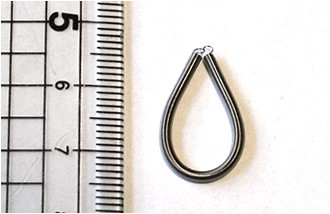
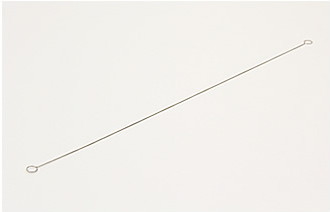
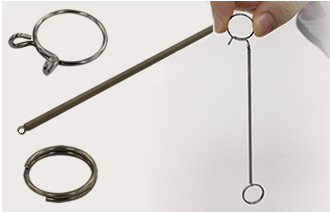
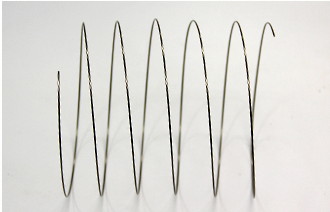
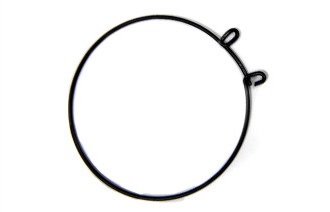
線径0.18の細すぎるガータースプリング
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.18mm
- 線径が小さすぎるため自動機での加工はばらつきが大きくなり不可
- 専用の装置を製作することで、手加工でも品質高く加工できる仕組みを実現
-

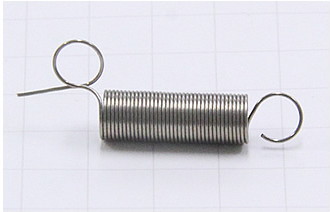
線径が細すぎるかつD/dが大きすぎる引張バネ
- 引張ばね
- ステンレス鋼線
線径:0.18mm
- 線径が細すぎてフック部を立ち上げるのが困難
- D/dが大きすぎるためコイルの密着部の安定が難しい
-

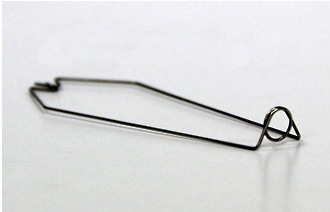
線径が非常に小さい、楕円形の線材加工品
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.2mm
- 線径がφ0.2と非常に小さいため自動機での加工が不可
- Rが3点ある楕円形
- ひずみを生じさせないよう工夫して加工
-
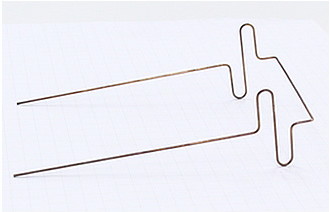
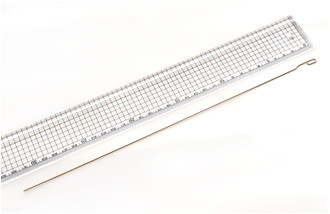
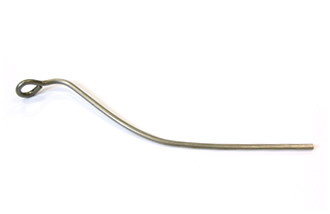
糸ガイドに使われる線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.2mm
- 線径0.2mmという細さ
- 専用の治具を作成し、手加工で対応
-

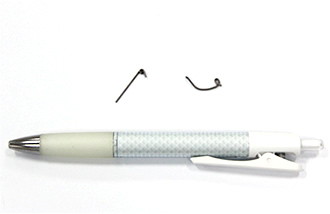
電子部品に用いる極小サイズの線材加工品
- その他特殊ばね・線材
線径:0.23mm
- 線径が小さいため専用の治具を用いて加工
- 線材の最適な処理温度と時間を分析
-

銅線φ0.3のバネを巻いて作るバネ
- その他特殊ばね・線材
- 銅
- めっき線
線径:0.3mm
- 柔らかい銅線を巻いてバネにするだけでも難しい
- さらにそれを潰れないように巻くという至難の業を実現
-

コイル外径(D/d)の大きいトーションバネ
- トーションばね
- ステンレス鋼線
線径:0.3mm
- 線径に対してコイル外径が大きすぎるため、自動機では微調整が困難
- 職人による手巻きで実現
-

コイル外径が非常に小さい圧縮バネ
- 圧縮ばね
- ピアノ線
線径:0.3mm
- 短納期のため手加工で実現
- コイル外径が非常に小さい
- 専用の芯金で製作
-
SUS304-WPBを使用した変則の側面丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
線径:0.3mm
- 丸フックに直線部を含むため自動機での加工は不可
- 岩津独自開発の治具で正確かつスピーディーな加工が実現
-

コイル外径が非常に小さいオイルシールの密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.3mm
- 先端6巻のコイル外径が非常に小さい
- 厳しい公差管理の実現
- 熱処理後の径をあらかじめ想定した上で加工
-
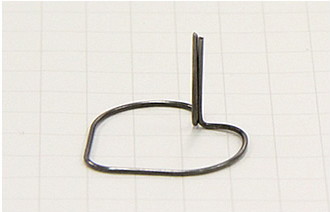
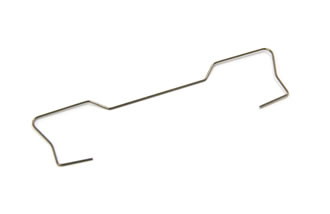
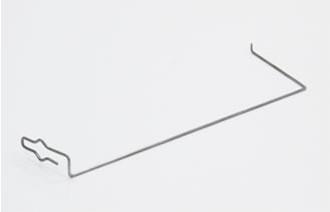
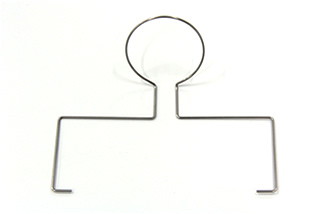
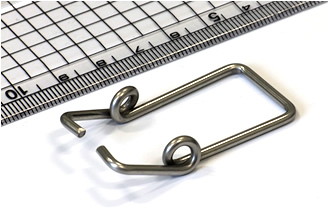
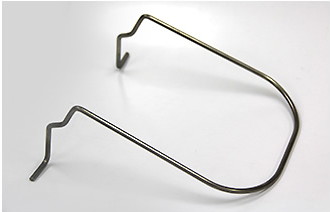
カバーを押さえる保持金具の線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.3mm
- 設計の段階から形状の提案
- 作業効率アップと、コストダウンを実現
-

タフピッチ銅線を利用したバネ
- その他特殊ばね・線材
- 銅
線径:0.3mm
- 楕円形は、芯金に巻きつけた後全体をプレスして実現
-

Φ0.3の銅線を手巻きで1m巻いた逸品
- その他特殊ばね・線材
- 銅
線径:0.3mm
- 細くて柔らかい非常にコントロールしづらい銅線を、全長1mもの間、半自動機で巻き取り+手作業で微調整し続けた集中力の賜物
-
3種類のばねを作成し、組み立てまで行った噴霧器部品
- 引張ばね
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
線径:0.3mm、0.3mm、1.0mm
- トーションバネ、引張バネ、リングを組み合わせたバネ
- 組み立て易さを熟知しているため素早い加工が可能
-

オイルシール用リング状バネ(ガータースプリング)
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.35mm
- 線径に対してコイル径が小さいため径の管理が難しい
-

鼓型(ボビン型)圧縮バネ
- 圧縮ばね
- ステンレス鋼線
線径:0.4mm
- 機械の空きがなかったため手巻き加工で精度の高い加工を実現
- 座巻の成形・自由長・直角度の精度充足は、まさに職人技
-

公差100分の数ミリ単位、高精度なバネ(オイルシール用密着巻きバネ)
- その他特殊ばね・線材
- 硬鋼線
線径:0.4mm
- 径がずれやすい端部分において、公差100分の数ミリ単位を実現
-

オイルシールに使用されるバネ
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.4mm
- バネの先端をハンダ付した際に正円にすることを想定し、楕円の形をななめに巻きつけ
- 専用のワイヤーガイドで楕円に
-

ピンを保持する線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.4mm
- 設計の段階から形状を提案
-

銅線を使用した外径が極めて小さい線材曲げ加工品
- 線材曲げ加工品
- 銅
線径:0.4mm
- 材質が柔らかく、内径が非常に小さい
- 通常芯金を回転させるが、芯金を固定して手作業で材料側を回して加工
-

電気部品に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.4mm
- 通常では不可能な内幅での曲げ加工に成功
- 自動機に改良を加え、量産にも対応
-
D/d≒100、公差±0.2のスナップリング
- リング
- その他特殊ばね・線材
- ピアノ線
線径:0.4mm
- 線径に対してコイル平均径が非常に大きいため自動機での加工は不可
- コイリングで巻き上げ後、熱処理後の歪みも考慮した上で試行錯誤を重ね、±0.2の厳しい公差の要望を実現
-
斜め二重丸フックの引っ張りバネ
- 引張ばね
- ステンレス鋼線
線径:0.4mm
- スポーツ用品のばね
- 2通りの自由長の調整方法がある
-
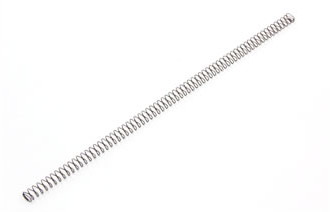
精密アナログ機器に利用される初張力ゼロの引っ張りバネ
- 引張ばね
- ステンレス鋼線
線径:0.4mm
- ばねばかりのバネのような精密さ
- シビアな品質管理を必要とする
-

専用の治具で省スペースからフックを立ち上げた引っ張りバネ
- 引張ばね
- ステンレス鋼線
線径:0.45mm
- 省スペースでフックを立ち上げることが困難
-

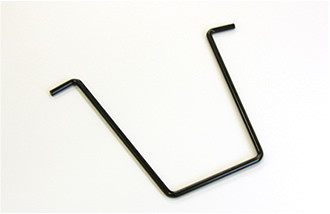
荷重計算が困難な電気器具用保持バネ
- 線材曲げ加工品
- ステンレス鋼線
線径:0.5mm
- 高額な自動機での試作ではなく、手加工にて7回試作を重ねた末実現
-

黄銅線を使用した店舗内装のインテリア品
- 圧縮ばね
- 銅
線径:0.5mm
- 柔らかく、また外観を傷つける可能性があるため自動機不可
- 1つ1つ芯金で巻いて製作
- 等しいピッチ間隔
-
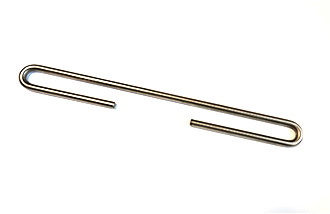
ステンレス鋼線の直線材を加工した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.5mm
- 両端の円部分にひずみがない
- ひずみとりを1工程で行う専用の型を保持
- 線材の在庫が豊富なため試作がしやすい
-

クッション性をもたせたRが大きい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.5mm
- Rの大きさと必要な荷重を得るための高さの両方の管理が必要
- 専用の金型を製作して職人による手加工を実現
-

一見、普通の両絞りバネに見えるがそうではない、難加工のバネ
- 引張ばね
- ピアノ線
線径:0.5mm
- コイル部分とフック部分で異なる線径を用いることで高い耐久性を実現
- 専用治具を用いて職人による手作業にて加工
-

照明器具用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.5mm
- 2つの曲げ部分が重なっているため治具の調整が難しい
- 熱処理後の膨張を加味した上で加工
-

プレスによるカシメ加工が施される逸品
- その他特殊ばね・線材
- めっき線
線径:板厚0.5mm
- カシメ加工が可能
-

コイル巻き数15で、腕の角度公差を±5°に抑えたトーションバネ
- トーションばね
- ピアノ線
線径:0.5mm
- 腕部分の角度公差を±5°に抑えた
-

噴霧器(塗装業・農業)用の円錐ばね
- 圧縮ばね
- ステンレス鋼線
線径:0.5mm
- 量産時の工程を考慮して設計提案
-

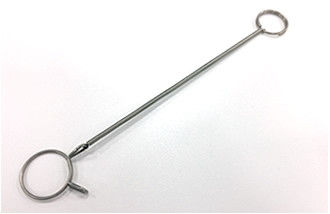
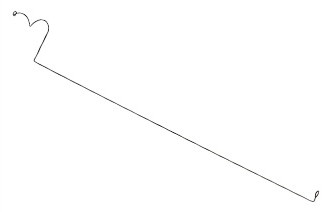
化粧品容器を掃除するための線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.5mm
- 伸直線を使用
- 自動機で成形できる範囲で最大限の利便性を追求
-
片端のフックの直線部分が非常に長い引っ張りバネ
- 引張ばね
- ステンレス鋼線
線径:0.5mm
- SUS-304WPAの伸直線を使用して加工コストを下げる
-
子供用おもちゃのバネ
- トーションばね
- ステンレス鋼線
線径:0.55mm
- 直線部分が長いため伸直線を使用して加工
- 先端のU字部分は左右が合わさるように曲げる必要あり
-

D/dが大きく両端の形状が特殊なトーションバネ
- トーションばね
- ステンレス鋼線
線径:0.55mm
- 両端のRの形状が特殊なため手加工が必須
- 直線材では内部応力が作用するためコイル材での加工
- 両端は材料を長めに公差させて歪みをとる作業が必要
-

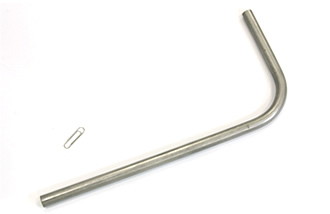
極小の先端U字型曲げ
- 線材曲げ加工品
- 硬鋼線
線径:パイプ外径0.6mm
- 先端U字部分が細く小さいため通常のフォーミングマシンでの加工が不可
- オリジナルの治具で全自動加工を実現
-

フック部分のトーションフォーミング加工
- 線材曲げ加工品
- 硬鋼線
線径:0.6mm
- 芯金の強度を高めて極小フォーミング加工を実現
-
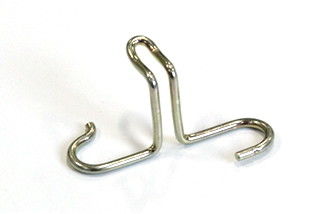
部品保持用の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
線径:0.6mm
- 立ち上げ部が密着しているため自動機は不可
- 立ち上げ部を加工してから手加工にて製作
-

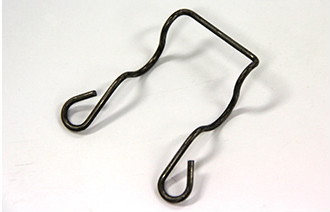
ホースバンドに使用されるSWP-Aの線材曲げ加工品
- 線材曲げ加工品
- リング
- ピアノ線
線径:0.6mm
- 爪部の直線部が短いため手加工が必要
- あらかじめ直線部を長くとり、曲げた後にカットして実現
-

軟銅線を使用した線径が極端に小さい線材曲げ加工品
- 線材曲げ加工品
- 銅
線径:0.6mm
- 材質が柔らかい、コイルの巻に対して直角に曲げるため職人による手加工が必要
-

形状記憶合金の曲げ加工
- 線材曲げ加工品
線径:0.6mm
- スプリングバックの大きい特殊素材を折りたたむため、頑丈な金型を製作して加工
-
錠剤のシューターに使用される特殊形状バネ
- 圧縮ばね
- ピアノ線
線径:0.6mm
- コイルが特殊形状のため、一巻ずつ調整するのに相当な時間がかかる
- 熱処理前後の線材の変化も考慮した上で加工
-

規格外のネジに合わせて加工した引張バネ
- 引張ばね
- その他特殊ばね・線材
- ピアノ線
線径:0.6mm
- "丁度良い感じ"をわずか3回の試作で実現
-

線径0.6mm、D/d≒2.6の曲げを自動機で一発成形したトーションバネ
- トーションばね
- ステンレス鋼線
線径:0.6mm
- 一般的な加工範囲外の条件にもかかわらず自動機で一発成形
-

量産を考慮して加工方法を提案した照明器具の線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:0.6mm
- 自動機だけで量産できるよう加工方法を提案
-

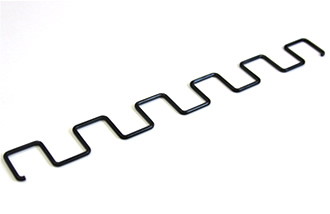
Rが11か所もある形状を⾃動機で精密に⼀発成形した線材曲げ加⼯品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.6mm
- 複雑形状を⾃動機で精密に⼀発成形
- 自動車部品
-

フック部がコイル状の引張バネ(変形フック)
- 引張ばね
- ピアノ線
線径:0.7mm
- 手作業で一直線のコイルを作った後、専用のフック成形ツールを使用してフック部を作成
-

薄く編み込み型にした自動車バッテリー部品の引張ばね
- 引張ばね
- 硬鋼線
線径:0.7mm
- 多数の曲げ工程数があるにもかかわらず指定の薄さを実現。
- 線材のねじれをなくす独自の曲げ加工法を開発
-
先端を曲げて密着させた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.7mm
- 直線部が長いため自動機での加工は不可
- わずか0.05mmの隙間をあけて先端箇所を曲げる加工
-
電子部品に用いる左右対称線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.7mm
- 片側の形が正確に加工できる専用治具を作成し、左右対称を実現
-

線材を平面な菱形につぶす加工を施した線材曲げ加工品
- 線材曲げ加工品
- 真鍮
線径:0.7mm
- 専用の治具で自動機での生産が実現
-

R曲面のある楕円形の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.7mm
- 切り口のスペースが狭く加工しづらい
- Rが非常に大きい
-

自動機の設定を工夫して効率的に量産した金メッキ処理の照明部品
- 線材曲げ加工品
- リング
- 硬鋼線
線径:0.7mm
- スプリングバックを考慮して自動機の設定をあらかじめ調整
-

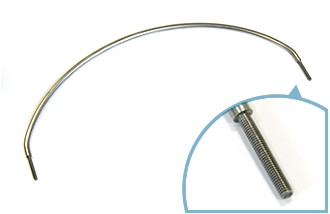
中心と両端にセギリ加工(切削加工)が施された線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.75mm
- あらかじめセギリ加工(切削加工)が施された線材を使用
- 後工程での調節が不可能なため正確な位置での曲げが要求された逸品
-

線径の細い、逆丸フックの引っ張りバネ
- 引張ばね
- 硬鋼線
線径:0.8mm
- 小ロットのため手作業での製作
- 岩津独自の治具「環立て」で高品質・短納期を実現
-

直線部が非常に長い引張バネ
- 引張ばね
- ステンレス鋼線
線径:0.8mm
- 直線部が非常に長いため伸直線を利用
- フック部分D/d≒30の加工を実現
-

コイル外径の変化、且つ、外径が非常に小さい圧縮バネ
- 圧縮ばね
- ステンレス鋼線
線径:0.8mm
- コイル外径が非常に小さいため自動機での加工は不可
- スプリングバックと熱処理後に径が大きくなる特性を事前に考慮し加工
- 専用の芯金を2種類用意
-
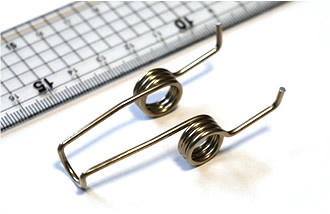
脱落防止用の緩衝バネ(噴霧器部品)
- 引張ばね
- トーションばね
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.8mm、1.2mm、1.2mm
- フック部の小さい折返しを専用の金型を用意して実現
- 熱処理後に径が大きくなる性質を考慮し加工
-

チタン合金を使用した線材曲げ加工品
- その他特殊ばね・線材
- チタン
線径:0.8mm
- 線径が非常に小さいため自動機での加工が不可
- 製品に傷を作らず加工
- 先端部の小さいRを専用の芯金を用意し加工
-

フック部の内Rが非常に小さいダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
線径:0.8mm
- フック部の内Rが非常に小さい
- 独自の治具を使用して精度を調整
- 加工しやすい材質の提案
-
展開長が長い通電部品の線材曲げ加工品
- 線材曲げ加工品
- リン青銅
線径:0.8mm
- 展開長が長いため自動機での加工は不可
- 自社開発の専用金型にて加工
-

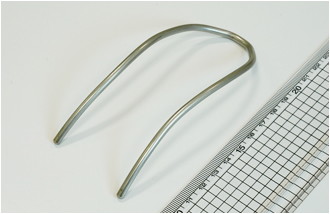
メガネの鼻あて固定用の線材加工品
- 線材曲げ加工品
- チタン
- 洋白
- 金
線径:0.8mm、1.15mm
- 線径が小さく独特な形状のため、微細な調整が必要
- 線材の表面を平らにつぶす加工の調整が困難
-
薄くて強い荷重を発揮する自動車部品用の引っ張りばね
- 引張ばね
- ピアノ線
線径:0.8mm
- 限られたスペースで要求された荷重を満たすため、平らなバネを提案
- 線材をねじれさせず真っ直ぐに保つのが困難
-

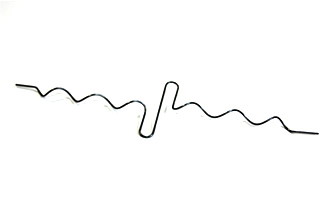
異なるRが同一のRになるようあらかじめ巻き具合を調節した建築資材
- 線材曲げ加工品
- ステンレス鋼線
線径:0.8mm
- 異なるRが同一のRになるようあらかじめ巻き具合を調節
-
芯金の材質を工夫して小さすぎるD/dに対応した逸品(左)と自動機で一発成形した逸品(右)(メガネ部品)
- 線材曲げ加工品
- チタン
線径:0.8mm、0.9mm
- (左)芯金に特殊鋼を利用することで細い芯金でも負荷に耐えうるように工夫
- (右)複雑形状を自動機で一発成形
-

連続加工できるよう工夫してコスト削減した逸品
- その他特殊ばね・線材
- ピアノ線
線径:0.8mm
- ピッチと自由長のコントロール
- 両端が連続するよう形状を工夫
-

工程削減でコストを抑えた電池ばね
- 圧縮ばね
- ステンレス鋼線
線径:0.8mm
- 不要な工程を削減
- 異なるピッチの管理
-
D/dが大きく、コイルの中央に2本の直線が貫通している線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:0.8mm
- 加工を工夫して複雑形状を実現
-

曲げ箇所の距離が非常に短いフォーミング加工
- 線材曲げ加工品
- ステンレス鋼線
線径:0.9mm
- オリジナルの金型をデザインすることで実現
-

コイル外径(D/d)=20で内径公差+0、-0.1のホースバンド
- 線材曲げ加工品
- ステンレス鋼線
線径:0.9mm
- D/d=20、内径公差[+0,-0.1]の通常不可能な条件をクリア
- 全工程の工程寸法
- 能力管理から出荷検査まで、徹底した管理を行い実現
-

異形線のトーションばね(蝶番・ヒンジ用)
- トーションばね
- ステンレス鋼線
線径:0.6mmx0.7mm
- 自動機での製作において、異形線のねじれを防ぐための専用装置が必要
- 岩津発条では自社で装置を作って対応可能
-

ホースバンド
- トーションばね
- リング
- ピアノ線
線径:1.0mm
- 非常に短い先端曲げ部分を、金型のセット
- 調整を工夫して加工
- 生産30万個以上
-

硬引きチタン線の圧縮バネ
- 圧縮ばね
- チタン
線径:1.0mm
- 小ロットで調達可能な純チタンを提案
- バネ用ではない材料も調節を重ねて加工
-

コイル部が四角形のリン青銅線
- その他特殊ばね・線材
- リン青銅
線径:1.0mm
- 四角形のR90℃を保つため、熱処理後に角度が大きくなることをあらかじめ想定して加工
-

M6ナットをはめるテーパー状密着圧縮バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.0mm
- 密着バネとテーパー状の圧縮バネを一気に巻いて製作
- ナットがぴったりはまるという公差要望をヒアリングを重ねて実現
-

工具に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.0mm
- 絶妙なくびれを出すため、リング状の線材を金型に嵌めて突くことで実現
-

楕円形状の円錐バネ
- その他特殊ばね・線材
- ピアノ線
線径:1.0mm
- 決まった寸法の中で一巻きずつ手加工で製作
- 2度の熱処理で高品質を実現
-

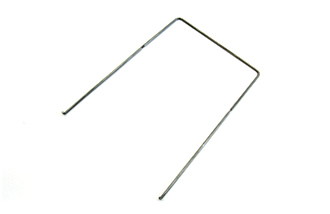
ひずみを除去した線材曲げ加工品(織機部品)
- 線材曲げ加工品
- ステンレス鋼線
線径:1.0mm
- 直線分が長いため自動機での加工は不可
- 両端の曲げ箇所の隙間がほぼない
- 専用の治具を用いたひずみ取り処理
-

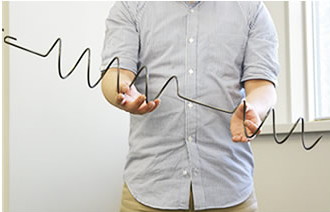
柔らかな揺れを実現した玩具用バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.0mm
- 「柔らかい揺れ」を実現するため、初張力を調整して設計
-

2本の細い線材を並列に巻いた引張バネ
- 引張ばね
- ステンレス鋼線
線径:1.0mm
- 2本の線材を同時並列に巻いて加工
- 専用の芯金を製作
- 4本同時に巻いたものもあります
-
両端をリング状とフック状に加工した引張バネ
- 引張ばね
- ピアノ線
線径:1.0mm
- リング部分のD/dが非常に大きい
- フック部分は一度巻いた線材を特定の長さまで引っ張り戻して加工
-

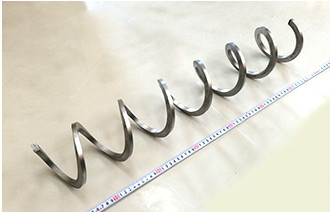
アルキメデス螺旋の渦巻きバネ
- リング
- その他特殊ばね・線材
- 硬鋼線
線径:1.0mm
- 線材を内側に巻いて等間隔に隙間をあけるのが困難
- 職人による新たな加工方法の考案により実現
-

難加工を自動機で加工したバイク部品用線材
- 線材曲げ加工品
- ピアノ線
線径:1.0mm
- D/d≒45のRがあるものの、設備の工夫によって自動機での加工を実現
-

フックにコイル線径の2倍の線材を使用した両絞りの引張バネ
- 引張ばね
- 硬鋼線
線径:1.0mm
- 高い耐久性を実現するため、フック部分の線径を太くすることを提案
-

専用治具を用いて自動機で一発成型したねじりコイルバネ
- トーションばね
- 硬鋼線
線径:1.0mm
- 複雑形状を自動機で一発成型
-
意外と難加工!ヤジロベエに使われる線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.0mm
- D/dが非常に大きくRの管理が難しい
-
織機(糸道)に使われる線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.0mm
- 内径側に傷がつかないよう注意
-

研磨と直角度の検査に専用治具を用いた圧縮バネ
- 圧縮ばね
- ピアノ線
線径:1.0mm
- コイルの方端のみ研磨している
- そのため、直角度の検査に工夫が必要
-

フックの1つがコイル内径の位置でUの字型に曲がった引っ張りバネ
- 線材曲げ加工品
- ピアノ線
線径:1.0mm
- Uの字型フックの加工に苦労しました
-
難加工かつ量産を前提としたD/d≒2の細長いコイル
- 引張ばね
- ステンレス鋼線
線径:1.1mm
- D/d≒2かつ、細いため自動機での加工は不可
- たわみの誤差がシビア
- 熱処理で調節することで、手加工の時間を短縮し、かつ精度を高めることが可能に
-

加工工程数が多い、複雑な曲げ加工 (スペーサー・ホルダー)
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.2mm
- 全21工程という加工数の多さ
- 全工程ベンダー加工
-
巻きピッチの不動を抑えた圧縮バネ状の巻き加工品(ラッシング、スパイラル)
- その他特殊ばね・線材
- 硬鋼線
線径:1.2mm
- コイル径が小さく巻ピッチが粗いため、ピッチの測定が困難
- 専用の治具・装置をつくり一発成形
-

耐久性が高い両絞りフックの引っ張りバネ
- 引張ばね
- ピアノ線
線径:1.2mm
- フック部の線径をばね部の線径より太くできるメリットも
- 両絞りに必要な専用の治具を独自開発
- 手作業の加減が職人技
-

限りなく円形に近い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.2mm
- 直線部分が長いため自動機での加工が不可
- 両端の曲げ箇所が限りなく円に近い
-
シリンダ保護カバー用のD/dが大きい圧縮コイルバネ
- 圧縮ばね
- ステンレス鋼線
線径:1.2mm
- D/dが非常に大きいため、大きくなるスプリングバックを考慮して加工
- 熱処理後のばらつきが大きく管理が困難
-

医療機器向け線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.2mm
- 端の曲げ部分が自動機での加工不可
- 専用の治具を作成し実現
-

中心にわずかにRをつけた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.2mm
- 自動機で加工可能な場合でも、あえて自動機を使わないことで多くのメリットがあるケースの一例
-

真鍮を傷つけないよう自らの「手」だけで巻いた引張バネ
- その他特殊ばね・線材
- 真鍮
線径:1.2mm
- 柔らかい真鍮を傷つけずに加工
- 自動機も治具も使用せず手加工にて実現
-

曲げRが非常に小さい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.2mm
- 芯金の形状を工夫して小さすぎるRに対応
-

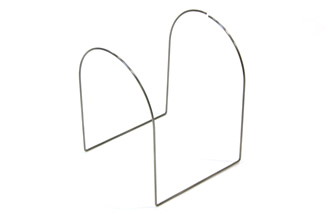
線径に対して内径のRが大きく、フック部分がU字形状の印刷機械部品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.2mm
- 線径に対して内径のRが非常に大きい
- フック部分がU字
-

D/dが非常に大きいダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
線径:1.2mm
- D/dが非常に大きく径のコントロールが困難
-

2本同時に巻きつけたトーションばね(蓄音機のブレーキばね)
- トーションばね
- ピアノ線
線径:1.3mm
- 精度の高い2本同時巻
- 専用の芯金を用意
-

展開長が長いワイヤーバンド
- 線材曲げ加工品
- ステンレス鋼線
線径:1.3mm
- 展開長が長いため自動機での加工が不可
- タッチセンサーを活用した独自の専用機や専用金型を使用して自動化による加工を実現
-
展開長も、直線部も長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.3mm
- コイル材を使用せず、直線材をカットして加工
- それに伴い専用の機械を製作
-

特殊な材質を用いたバルブ用圧縮バネ
- 圧縮ばね
- ステンレス鋼線
線径:1.3mm
- 特殊素材を提案
- それに伴って400℃以上の熱処理が必要だが、500℃まで対応可能な小型電気炉で対応可能
-

加工工程の工夫でコストダウンを実現した止め輪
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.3mm
- 少ない工程でひずみを除去
-

風呂浴槽の排水溝キャップ吊り下げ金具
- 線材曲げ加工品
- ステンレス鋼線
線径:1.4mm
- 自動機で製作可能で、成形自体の難易度は高くない
- 量産時に製品どうしが絡むことを考慮して対応
-

コイル外径(D/d)の大きな円錐バネ(テーパーバネ)
- 圧縮ばね
- 硬鋼線
線径:1.4mm
- コイル外径が大きいため調節が難しい
- 大径側の先端を内側に巻き込んでストッパーに
- 全圧縮時に平坦になるよう設計
-

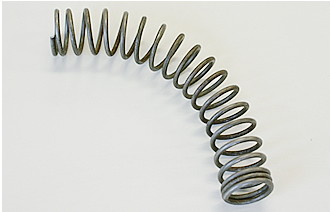
ピッチが対数螺旋のうずまきバネ(平面バネ)
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.4mm
- 巻き数、内径から外径にかけての値の指定あり
- 加工後の径の大きさを想定した上で精度の高い製品を実現
-

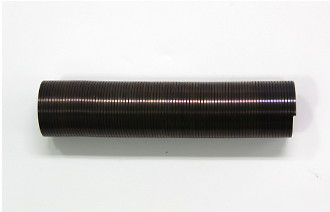
長さ16mの超長巻の密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.4mm
- 16mもある長巻バネを、専用の設備を用意して加工
-

省スペースを実現するダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
線径:1.4mm
- コイル外径とスプリングバックを加味した曲げ具合を実現
-
織機に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.4mm
- 直線部が長いため自動機での加工は不可
- 複雑な曲げ箇所も高品質な加工を実現
-

コスト削減のため別のアプローチを提案した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.4mm
- コスト削減に繋がる形状の提案
-
円→直線に曲げるというシンプルでも地味に難しい加工を施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.4mm
- 円→直線にするためのひずみとりが難しい
-

二重らせんの圧縮バネ(試作)
- 圧縮ばね
- ピアノ線
線径:1.4mm
- 加工方法を工夫して二重らせんを実現
-

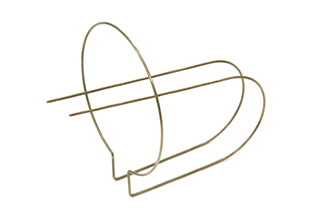
内部に⼩さい径のバネを⼊れてジョイントさせるガータースプリング
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.4mm
- ジョイント部分の設計が特殊で組み⽴てが困難
-

軟質材料のワイヤーバンド(SUS304-1/8H)
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:1.5mm
- 通常のバネ材のように調質されていないものでも、目視と手加減で調節して、D/d=40以上、公差±0.5を実現
-

コイル外径(D/d)が大きく、内径公差が厳しいワイヤーバンド
- 線材曲げ加工品
- リング
- ピアノ線
線径:1.5mm
- リング部分のスプリングバックの管理とツマミ部分のRの管理、厳しい公差をクリアするため、非常に繊細な調節が必要
-

線バネのウェーブワッシャー
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.5mm
- 全体のウェーブを同時にプレスすると材料どうしが干渉し合ってしまう
- プレス方法を工夫して材料の破断を防止
-
偏心的なプレス加工をしたステンレス鋼線
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.5mm
- 強度の低い線材の提案。
- 従来のプレス方法を変更して材料の破断を回避
-

ひずみを取った抜け止めピン(ダルマピン)
- 線材曲げ加工品
- ステンレス鋼線
線径:1.5mm
- 一旦芯金に巻きつけた後ひずみ取りをすることで、綺麗な平面を実現
-

バルブ(弁バネ)に使用する円錐スパイラル
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.5mm
- 設計~製作まで一貫対応
- 両端を削ることで完璧な平行度を実現
- 品質を高めるため、全数芯取り検査を実施
-
ケーブルの結束バネ
- 線材曲げ加工品
- リング
- ピアノ線
線径:1.5mm
- Rの曲げがきつい箇所があるため手加工での製作
-

大・小異なる径を自動コイリング機で一発成型したコイル
- 線材曲げ加工品
- リング
- ピアノ線
線径:1.5mm
- 通常2段階の加工が必要なところを、一発成形
- 設計まで踏み込んだヒアリングにより加工方法の提案が可能
-

D/d≒4のコイル両端を半丸フックにするという至難の業物
- 引張ばね
- ステンレス鋼線
線径:1.5mm
- 線材に傷をつけずにフック部分を直角に立ち上げるため、治具を試行錯誤して改良
-

有効巻き数0.5、かつD/dが大きい特殊コイル
- 圧縮ばね
- 硬鋼線
線径:1.5mm
- 有効巻き数が非常に小さいため高さの調節が難しい
- D/dが大きいため外径の調節が難しい
-

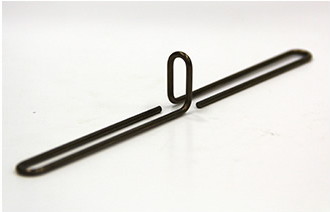
アーム(腕部分)がU字になっているトーションバネ
- トーションばね
- ステンレス鋼線
線径:1.5mm
- U字のアーム部分の位置合わせと巻ピッチの管理が困難
-

D/dが小さすぎる密着バネ
- その他特殊ばね・線材
- 硬鋼線
線径:1.5mm
- D/d=2という厳しい条件下での製作
-
曲げRが小さい箇所を加工方法を工夫して実現した線材曲げ加工品(オートバイ部品)
- 線材曲げ加工品
- ピアノ線
線径:1.5mm
- 真ん中の曲げRが小さいため加工方法を工夫して対応
-

曲げ箇所の条件が厳しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.5mm
- クランク状の部分の曲げ箇所が1mm以下
- R開始部分が曲げ箇所に近く、固定が難しい
- 専用の治具を用いたひずみ取り処理
-

厳しい公差をクリアした線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.5mm
- リング部分の径と位置の公差が厳しい
-
ピッチ角がシビアな四角形圧縮バネ
- 圧縮ばね
- 硬鋼線
線径:1.5mm
- 僅かな誤差が堆積して大きな差となる
- ばらつきを抑えるために熱処理を2回施す
-

専用ガイドと加工の工夫で工程を自動化する試み
- 引張ばね
- ピアノ線
線径:1.5mm
- 普通にやると一巻ずつツールで突く必要がある
-
加工の限界に挑戦!ベンダーでどのくらい短く曲げられるか
- その他特殊ばね・線材
- ピアノ線
線径:1.5mm
- 加工の限界値を知っておくことで設計にフィードバックが出来ます
-

直線部をコイル部に密着させたトーションバネ
- トーションばね
- ピアノ線
線径:1.6mm
- 直線部がコイル部に密着
- 自動機では精度を保てないため手加工
-

SUS304を使用したウェーブワッシャー
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:1.6mm
- 縦のRと横のRの両方を実現するため、専用の金型を設置して加工
-

密着バネを芯にした運搬装置
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.6mm
- 一本のバネを溶接なしで曲げて加工
- 密着バネの線径に対してコイル径が小さいため手加工にて対応
- 密着バネを芯金にする際、たわまないよう巻くのが困難
-

チタン製のアルキメデス螺旋状バネ
- 線材曲げ加工品
- チタン
線径:1.6mm
- アルキメデス螺旋をつくるため、専用の芯金に工夫を重ねて作成し、実現
-

純チタン(硬引き線)のコイル
- 圧縮ばね
- チタン
線径:1.6mm
- 小ロットで調達可能な純チタンを提案
- 新たに横弾性係数を割り出す工程を含んでもコストを抑えた提案が可能
-

フック部分を半円(半丸フック)にした引張バネ
- 引張ばね
- ステンレス鋼線
線径:1.6mm
- フック部分を半円にすることで、お客様の希望の荷重と指定の短さを実現
-

Rが大きく、先端がRに密着している線材曲げ加工品(作業工具部品)
- 線材曲げ加工品
- ピアノ線
線径:1.6mm
- 大きいRの管理が困難
- 先端カットと歪をとる加工を同時に行うことでコスト削減
-

⾃社オリジナルの機械で製作したダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
線径:1.6mm
- ⾃社製作の機械をカスタマイズして対応
-

純チタン2種(HR材)の横弾性係数を算出しました
- 圧縮ばね
- チタン
線径:1.6mm
- バネ用チタン合金(DAT51)との比較検討がしやすくなりました
-

異形線(角線)の密着巻きのバネの両端面研削に挑戦した逸品
- 引張ばね
- ピアノ線
線径:1.2mm×1.2mm
- あまり前例のない密着巻きのバネの研磨に挑戦
- 自由長の公差が厳しい
-

曲げが非常にきつい電化製品用部品
- 線材曲げ加工品
- ステンレス鋼線
線径:1.7mm
- 爪部分の曲げに直線部分が含まれるため自動機での加工は不可
- 曲げが非常にきついものの職人による緻密な加工で実現
-

左右等間隔のピッチのダブルトーションバネ
- ダブルトーションばね
- ピアノ線
線径:1.8mm
- 左右逆のバネ材の性質を精度の高い熱処理で解決
-

コイル外径が大きい、ピッチ巻きのトーションバネ
- トーションばね
- ピアノ線
線径:1.8mm
- 線径に対してコイル外径が大きいため、径の管理が難しい
- 熱処理後の径の変化を考慮して加工
- ピッチの管理とアームの角度の管理を両立
-
二輪自動車に利用される線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:1.8mm
- 金型を改良して完璧な左右対称を実現
-
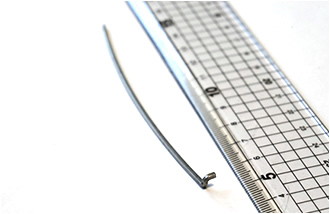
直線部が極めて長いガイドワイヤー
- 線材曲げ加工品
- ステンレス鋼線
線径:1.8mm
- 直線部が長いため自動機での加工は不可
- 巻きピッチの粗い片側の円錐箇所は、専用の治具を用いて作成
-

D/d≒35、有効巻き数1.25の特殊コイル
- 圧縮ばね
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.8mm
- D/dが大きいため、専用の芯金を作成し、職人の手により外径コントロール
- 研磨により自由高さの指定をクリア
- 研磨と熱処理の両方の影響を考慮して加工
- 有効巻き数が小さいため荷重管理が困難
-

純チタン(硬引き線)を用いた四角いバネ
- 圧縮ばね
- その他特殊ばね・線材
- チタン
線径:1.8mm
- 小ロットで調達可能な純チタンを提案
- 多くの工程を必要としても総合的にコストを抑えて実現
-

コストパフォーマンス重視の塗装吊り治具設計・試作
- トーションばね
- その他特殊ばね・線材
- ステンレス鋼線
線径:1.8mm
- 設計から対応
-

アームの直線部が長いVバネ(トーションバネ)
- トーションばね
- ステンレス鋼線
線径:1.8mm
- アームの直線部が長いため、自動機では製作不可
-

設計の工夫により寿命と使いやすさを向上させたRピン
- 線材曲げ加工品
- ピアノ線
線径:1.8mm
- コイルにより寿命アップ
- 取付環境を意識した形状
-
手術台ユニットのバネが壊れたとのことで、修理した事例
- ダブルトーションばね
- ステンレス鋼線
線径:1.8mm
- 折れたアームの角度を予想
- 1回の試作で求めるトルクを再現
-

全長1m20cm、電線・ケーブルの保護スプリング
- 引張ばね
- ピアノ線
線径:2.0mm
- 1m20cmもの長さを考慮した専用の設備を用意
- 10m以上伸ばしてもへたらない、コイル外径にばらつきもないバネを製作
-

丸線材の渦巻型平面巻き(電気機械部品)
- その他特殊ばね・線材
- 銅
線径:2.0mm
- 通常外径になるほどピッチ間隔が大きくなるところを、職人の仕上げ加工により等間隔を実現
-

パネルや鏡等を取り付けるキャッチスプリング
- 線材曲げ加工品
- ピアノ線
線径:2.0mm
- 3段階の加工で厳しい公差要求をクリア
- 職人による緻密な調整により、長さの公差±0.1の加工が実現
-

一発成形のクランプ・アルミ六角リング
- リング
- その他特殊ばね・線材
- アルミ
線径:2.0mm
- 柔らかい素材であるアルミは自動機での加工が不可
- 専用金型製作で一発成形
-
コイル外径(D/d)=1.25の電気抵抗器用スパイラル
- その他特殊ばね・線材
- リン青銅
線径:2.0mm
- 材料が柔らかい、D/dが小さい、巻ピッチが粗いことから自動機での加工は不可
- 巻ピッチの粗さを、巻き取り後に両端を引っ張る加工で解決
-

3ヶ所のRが異なるリング(水上バイク部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:2.0mm
- 3ヶ所の異なるRを、オリジナルの芯金を作成して実現
-

コイル径が小さく、巻きピッチが非常に粗いワイヤーガイド
- その他特殊ばね・線材
- ピアノ線
線径:2.0mm
- バネの特性を利用した小さいコイル径の実現
-

円形フック付き、片側座面のみ研削(研磨)したバネ(トムソン型打ち抜き用)
- 圧縮ばね
- ピアノ線
線径:2.0mm
- フック部分を涙型ではなく円形に成形
- 片側の座面のみ研磨
-

コードフック(クランプ)に使用するRの曲げがきつい線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:2.0mm
- 複雑形状のため自動機での加工は不可
- 専用の金型を製作
- 熱処理後の径の変化を想定した上で加工
-

リン青銅線を使用した線材曲げ加工品
- 線材曲げ加工品
- リン青銅
線径:2.0mm
- 手加工による密着部分のひずみとりが必要
-
キッチン用具に利用される線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 手加工による試作で大幅なコストカットを実現
-

パイプキャッチャーに用いられるフォーミング加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 熱処理後の形状の変化をあらかじめ想定した上で加工
- 専用の治具を作成
-
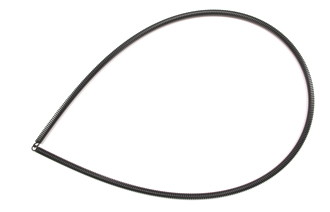
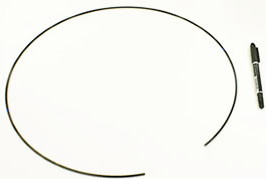
自由長さ1100mm、巻き数420のリング状バネ
- その他特殊ばね・線材
- ピアノ線
線径:2.0mm
- 自由長1.1m、巻き数420もの長いバネをピッチと外径がばらつかないようにコントロール
- 専用の試験具を製作
-

曲げ11か所の複雑形状の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 曲げ11か所、複雑形状の完全手加工品
- 先端のカットと歪みとりを同時に行い加工工程を削減
-

面取りを行った線の両端を密着させた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 先に面取りの作業を行う必要があるため、加工後の微調整が不可
- 先端を密着させるためひねりを加え、熱処理後の膨張も加味して加工
-

チタンにより軽量化に成功した圧縮バネ
- 圧縮ばね
- チタン
線径:2.0mm
- チタンにより軽量化が可能
- 両面は外径の7/8研磨(通常は3/4)
-

ダブルトーションバネの技術を応用して作った線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- ダブルトーションバネの技術を利用
- スプリングバックの管理が至難の業
-

要望に合わせてフック部の形状を提案した引張バネ
- 引張ばね
- ピアノ線
線径:2.0mm
- フック部の形状を要望に合わせて提案
-

たった3つのベアリングでコイル材の直線矯正に成功した加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 3つのベアリングでコイル材を直線に加工
-

あえて逆丸フックを採用した引っ張りバネ
- 引張ばね
- ステンレス鋼線
線径:2.0mm
- コストを優先して逆丸フックをあえて採用
-
D/dが非常に大きい線材曲げ加工品
- 線材曲げ加工品
- 鉄
線径:2.0mm
- D/dが非常に大きいためスプリングバックとひずみの考慮が必要
-

設計の工夫でコストダウンと安定感を実現したダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
線径:2.0mm
- 中央のR部分の形状
- 取付環境を意識した形状
-

Rの異なる楕円形の圧縮ばね(自動車部品)
- 圧縮ばね
- ピアノ線
線径:2.0mm
- R部分の形状が異なるため、2回に分けて加工
- 加工前に熱処理を行い荷重除去
-

先端を斜めにカットしたトーションバネ
- トーションばね
- ステンレス鋼線
線径:2.0mm
- 自動機で出来ない箇所を職人の手で加工
-

ワイヤーフォーミングによって成形したマシンキー
- 線材曲げ加工品
- ステンレス鋼線
線径:2.0mm
- 切削やプレスではなくワイヤーフォーミングにより成形
-

【試行錯誤の裏側紹介】片方が直線状の変則的な円錐状バネ
- その他特殊ばね・線材
- ピアノ線
線径:2.0mm
- 特殊形状をどのように実現するか試行錯誤
-

リングの終端を重ねて線材加工品同士が絡まらないよう設計したUフック
- 圧縮ばね
- 硬鋼線
線径:2.0mm
- 何気ない工夫で作業性を向上することが出来ました
-
異形線の密着コイルバネ
- その他特殊ばね・線材
- ピアノ線
線径:1.5mmx1.5mm
- 断面が台形の異経線を使用
- 熱処理による材料の収縮も考慮して製作
-

ばね指数(D/d)が非常に小さい密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:2.2mm
- D/d≒1.9 を実現
- 自動機不可のため手加工にて対応
- 直角にするため両端に研磨加工を実施
-

自動車部品用の特殊形状圧縮ばね
- 圧縮ばね
- ピアノ線
線径:2.2mm
- 正円の圧縮バネの情報を利用して設計
- 加工前に熱処理を行い荷重除去
-

現物の形に合わせて製作・寸法調整したキャニスターの線材曲げ加工部品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.2mm
- 現物に合わせて寸法調整
- 試験場・研究機関からの相談
-

直角度の公差が±1度の圧縮バネ
- 圧縮ばね
- ピアノ線
線径:2.3mm
- 直角度の公差が±1度、寸法の公差±0.48の緻密さが要求された逸品
- 職人技による均一なピッチ間隔
-

人形劇用ぬいぐるみに仕込む圧縮ばね
- 圧縮ばね
- 硬鋼線
線径:2.3mm
- 商品のフォルムに合わせて調整
- 加工前にあらかじめ大きさを想定することが必要
-
ひずみ取りを施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:2.3mm
- 曲げ加工後にひずみ取り処理
- スプリングバックを加味して平面で加工
-

撚線(より線)を用いた引張バネ
- 引張ばね
- 撚線(より線)
線径:2.3mm
- 復元性の高い撚線を芯金ごと熱処理して対応
-

テンパー処理で初張力のばらつきをコントロールした引っ張りバネ
- 引張ばね
- ピアノ線
線径:2.3mm
- 熱処理時の温度を管理して初張力のばらつきをコントロール
- フック部分の余分なひずみとりの工程を省きコストを削減
-

巻きピッチが非常に大きいコイル
- その他特殊ばね・線材
- ピアノ線
線径:2.3mm
- 巻きピッチが大きいことでコイル材の癖が影響する難易度の高い加工を実現
-

複雑な曲げが多数あるトーションバネのクリップ
- トーションばね
- その他特殊ばね・線材
- ステンレス鋼線
線径:2.3mm
- お客様のアイデアを忠実に実現
-

トムソン型(ビク型)に使われる圧縮バネ
- 圧縮ばね
- ピアノ線
線径:2.3mm
- 高荷重に耐えうる耐久性の高いバネの製作
- 取り付け位置の管理
-
設計を工夫してコストダウンに成功したダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
線径:2.3mm
- 用途・目的に対して機能面を最適化
- 同時にコストも下げる設計
-

ネジのゆるみ止め(スナップリング)の加工バリエーション
- 線材曲げ加工品
- 硬鋼線
- ステンレス鋼線
線径:2.3mm
- 線材の形状によってメリット/デメリットがあります。
-

巻きピッチ100 コイル外径(D/d)=2.73 の電線吊り金具
- その他特殊ばね・線材
- 硬鋼線
線径:2.6mm
- 通常、ほとんどのバネメーカーは小さい内径・粗いピッチのバネを製作するために必要な機械を持っていない
- 岩津発条では専用の装置を作成することで解決
-

先端を面取りした、コイル外径(D/d)が大きいトーションバネ
- トーションばね
- 硬鋼線
線径:2.6mm
- 加工前に面取りが必要なため自動機は不可。
- D/d=10.5と非常に大きいため専用治具による曲げ加工が必要
- 先端どうしの位置を揃えるための専用の治具を使用
- 熱処理後に径が小さくなる性質を考慮して加工前後の先端の位置を調節
-

全長が指定された特殊ばね
- その他特殊ばね・線材
- オイルテンパー線
線径:2.6mm
- 直線部分からR、全長に至るまで長さが指定されているため、ピッチを均等に揃えることが必須
- 小ロットのため手加工にて対応
-

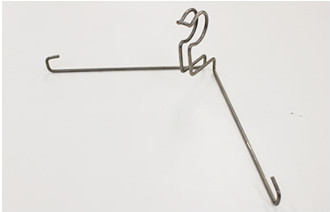
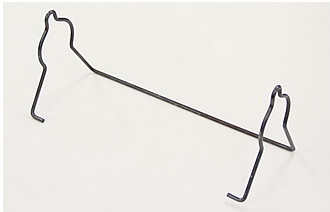
トーション部分をもつハンガー形状線材加工品
- トーションばね
- 線材曲げ加工品
- 硬鋼線
線径:2.6mm
- 大きいため自動機での加工は不可
- 専用治具を作成して加工
- 固定するモノが傷つかないよう面取り加工
-

取り付ける部分に合わせてフック部を製作した引張バネ
- 引張ばね
- ピアノ線
線径:2.6mm
- 要望に合わせてフック部の形状を提案
- フック部の先端カットと歪をとる加工を同時に行うことでコスト削減
-

D/dの大きなダブルトーションバネ
- ダブルトーションばね
- ピアノ線
線径:2.6mm
- D/d≒21と大きいためスプリングバックの管理が困難
- バネ材のクセを弱めるため熱処理を実施
- 専用の治具を用いて左右対称に位置合わせ
-

Rが非常に小さく、密着箇所が2つある線材曲げ加工品(カー用品部品)
- 線材曲げ加工品
- 硬鋼線
線径:2.6mm
- 2箇所の密着難加工部分が存在
- 小さすぎるRの曲げを実現
-

片端がコイルの内側に入り込んだ特殊形状のトーションバネ
- トーションばね
- 硬鋼線
線径:2.6mm
- 自社で製作した特殊な芯金を用いて対応
-

2つのコイル間の寸法管理が困難な特殊トーションバネ
- トーションばね
- ピアノ線
線径:2.6mm
- 2つのコイル間の寸法管理が困難
-

異形線のコイリングを自動機で実現したバネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:[1.2mm×2.4mm]
- 異形線のコイリングを自動機で行いコスト削減!
-

異形線を用いたトーションバネ
- トーションばね
- ピアノ線
線径:2.0mm×2.0mm
- 異形線を芯金で巻き取る際の摩擦によるずれを手で調整しながら密着させるという至難の業
-

コイル外径(D/d)が大きい、異形線の線材加工品
- リング
- その他特殊ばね・線材
- ピアノ線
線径:2.0mmx2.0mm
- 新しく専用機を設置し、自動機での加工が可能に
-

Rが非常に大きいワイヤーバンド
- リング
- その他特殊ばね・線材
- ステンレス鋼線
線径:2.9mm
- Rが非常に大きいため自動機での加工は不可
- Rのばらつきをコントロールする職人技
- 精度の高い左右対称加工
-

オートバイの部品に使用されるコードフックの線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
線径:2.9mm
- 線径に対してフック部の径が小さいため自動機での加工は不可
- 熱処理後の形状を想定してクロス部分を加工
-

左右非対称の線材加工品
- 線材曲げ加工品
- めっき線
線径:2.9mm
- 左右非対称のため、左右で異なる金型を使用して加工
- Rがきつい
-

円筒状ゴムを内側から広げる用途のトーションバネ
- トーションばね
- ステンレス鋼線
線径:2.9mm
- 設計から加工まで一貫対応
- 依頼者と相談の上、試行錯誤を繰り返し実現
-

短納期への挑戦を繰り返した逸品
- その他特殊ばね・線材
- 鉄
線径:2.9mm
- 大量生産、納期短縮のため専用の設備を作成
- プレス後の部材はエアーで吹き飛ばし、取り出し作業を省略
-

U字型のR曲げ線材加工品
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
線径:2.9mm
- 線径が大きいため自動機での加工は不可
- U字型の腕が左右まったく同じRになるよう加工
- 納期、コストを抑えた方法で正確に製作
-

容器設置に利用するトーションバネ
- トーションばね
- ステンレス鋼線
線径:2.9mm
- バネ性を活かして、固定する際の安定感を向上
-

猟具(猪罠)用の引張バネ(押し引きバネ)
- 圧縮ばね
- 引張ばね
- トーションばね
- 硬鋼線
線径:3.0mm
- トーションバネの足が長く、自動機での加工ができないため手加工にて製作
- 初張力0、応力が低い
-

コイル外径(D/d)が大きく、且つ、精度要求の厳しい圧縮バネ
- 圧縮ばね
- 硬鋼線
線径:3.0mm
- 通常では不可能な条件を、職人の手による緻密な芯取りで実現
-

通常の半分の工程で成形したネクタイハンガー
- その他特殊ばね・線材
- 硬鋼線
線径:3.0mm
- 通常の半分工程で成形できるよう工夫
-
コイル外径(D/d)の非常に大きなワイヤーバンド
- リング
- その他特殊ばね・線材
- ピアノ線
線径:3.0mm
- 切り口の広いリングの場合涙型になってしまう性質があるところを、Rの微調整で円形に修正
-

亜鉛メッキの表面処理を施した線材加工品
- その他特殊ばね・線材
- めっき線
線径:3.0mm
- 2本同時加工
- 2本それぞれの輪っかの径のズレを微妙な力加減で調節
- 鉄線への巻きつけは、輪っか部分を固定して、職人の手で正確に加工
-

ニッケルメッキ処理を施した線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:3.0mm
- 展開長が長いため自動機が不可
- R曲げがきついため手加工必須
-
パイプキャッチャーに使用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:3.0mm
- ひずみの発生やスプリングバックを考慮すると自動機は不可
- 2箇所にツールを使用し精度の高い加工を実現
-

コイル外径が大きく、直線部の長さが長いトーションバネ
- トーションばね
- ステンレス鋼線
線径:3.0mm
- 線径に対してコイル外径が非常に大きく、径の管理が難しい
- 熱処理後の径が大きくなる性質を考慮して加工
- 直線材を用いるため自動機での加工は不可
-

農機具に使われるダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
線径:3.0mm
- 直線部が長いため自動機での加工は不可
- 正確な寸法管理と職人の技術力により完璧な左右非対称を実現
-

弁ばね用材を使用したねじりコイルバネ
- その他特殊ばね・線材
- オイルテンパー線
線径:3.0mm
- 全長が決まっているため巻ピッチの管理が難しい
- 両端の直線部が平行
- 精度を高めるためひとつひとつ検査
-

巻を階段状にずらした引張りバネ
- 引張ばね
- ピアノ線
線径:3.0mm
- 巻部分の片端を一巻ずつ階段状にずらした特殊形状
- 専用のガイドを作って製作
-

耐久性と作業性を高めた特注スナップピン(Rピン)
- 線材曲げ加工品
- ピアノ線
線径:3.0mm
- 設計から製作まで一貫対応
- 高い耐久性を実現するために持ち手をリング状に
- 作業性を考慮して先端部分を左右で重なるように加工
-

トイレットペーパーホルダーの骨組み用線材加工品
- その他特殊ばね・線材
- 鉄
線径:3.0mm
- 厳しい寸法精度を実現
- 溶接用の治具を別途作成して加工
-

引張バネとトーションバネを合わせたバネ
- 引張ばね
- トーションばね
- ステンレス鋼線
線径:3.0mm
- 引張バネとトーションバネの機能を合わせたバネ
- 負荷がかかる箇所を正確に把握した上で突起部分を加工
-

軽量化にアルミを採用した加工品
- その他特殊ばね・線材
- アルミ
線径:3.0mm
- 軽量で耐食性が高いアルミを使用
-

左右でコイル径の大きさと巻き方向が異なるトーションバネ
- トーションばね
- 硬鋼線
線径:3.0mm
- 左右で径(トルク)と巻き方向が異なる
-
長い展開長かつ、プレス加工による曲げ・潰しを行った線材加工品
- 線材曲げ加工品
- 硬鋼線
線径:3.0mm
- 展開長が長いため自動機不可
- 一部プレス加工により曲げ・潰しを行った
-

両端にねじ切り加工が施されたドリンクホルダー用部品
- 線材曲げ加工品
- 硬鋼線
線径:3.0mm
- あらかじめ両端にねじ切り加工が施された線材を使用
- 後工程での調節が不可能なため正確な位置での曲げが要求された逸品
-

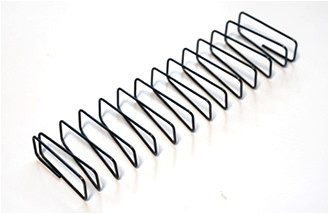
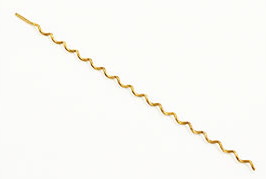
厚さ0.5mmの薄い金属板をスパイラル状に巻くためのガイド用バネ
- その他特殊ばね・線材
- ピアノ線
線径:3.0mm
- 線の断面形状とピッチ間隔を工夫しました
-

純チタン2種(HR材)を採用した水処理装置用の圧縮ばね
- 圧縮ばね
- チタン
線径:3.0mm
- 横弾性係数は一定に収まらないことが分かりました
-

リベットの加工を施したゼンマイバネ
- その他特殊ばね・線材
線径:0.2mm×3.0mm
- リベットの取り付けも可能
- 職人の手で径のズレをコントロール
-

公差±0.2のワイヤーリング
- 線材曲げ加工品
- リング
- ピアノ線
線径:3.2mm
- 外径φ90というD/dの大きさの輪に突起部を作成
- 通常の加工手順を変更して、公差の要求を実現
-

隙間寸法0.4の二輪用クランプ金具
- その他特殊ばね・線材
- 鉄
線径:3.2mm
- 工夫を重ね、割ピン状の部位の両脚が隙間寸法0.4の位置で真っ直ぐに揃うよう加工
-

線径がφ3.0以上のピッチ間隔が小さいトーションバネ
- トーションばね
- ステンレス鋼線
線径:3.2mm
- 線径が3.0以上でも半自動機を用いて加工
- 職人による小さいピッチ間隔の管理
- 熱処理後の径の変化を想定した上で加工
-

変形側面フックをもつトーションバネ
- トーションばね
- ピアノ線
線径:3.2mm
- 非常にピッチ間隔が細かい
- フック部は、歪み取りと先端カットを同時に行い、曲げるだけで形状を合わせるという加工で正円を実現
-
公差の要点を押さえて管理コストを削減した電線金具
- 線材曲げ加工品
- 鉄
線径:3.2mm
- 試作前にプロトタイプを製作して懸念点をあらかじめ確認
- 事前に優先する箇所を確認し、出戻りをなくすよう工夫
-

フックの線径をコイル部分より太くして強度を高めた両絞りの引っ張りバネ
- 引張ばね
- ピアノ線
線径:3.2mm、4.5mm
- フックとコイルで異なる線径を利用
- 条件に応じて最適なフックの固定方法を提案
-

腕が非常に長いトーションバネ
- トーションばね
- ステンレス鋼線
線径:3.2mm
- 直線部が長いため自動機での加工が不可
-

できるかどうかまずはやってみる。D/dが非常に大きく公差が厳しい圧縮バネ
- 圧縮ばね
- ピアノ線
線径:3.2mm
- D/dが非常に大きく公差が厳しい
-

D/dが大きく片方が直線状の変則的な円錐状バネ
- その他特殊ばね・線材
- ピアノ線
線径:3.2mm
- 自動機で成形不可能な特殊形状を実現
-

フォーミングの設計上「隙間寸法」を設ける際に考えたいこと
- その他特殊ばね・線材
- ステンレス鋼線
線径:3.2mm
- 隙間寸法の指定の仕方で、管理コストが跳ね上がる
-

巻き上げ機構のブレーキ用角バネ(平角線)
- その他特殊ばね・線材
- ピアノ線
線径:2.2mm×2.7mm
- 自動機が不可能なため、芯金巻きにて製作
- フック部の公差±5°を正確な熱処理の管理で実現
-

並列巻きをした異形線
- その他特殊ばね・線材
- ピアノ線
線径:2.2mm×2.7mm
- 異形線を2本同時に並列巻き
- 自社開発の異形線のズレを抑えるための専用のガイドを使用
- 2本同時に巻くことで、1つの製品でトルクを2倍に
-

溶接の省略とコストダウンを図ったシャンプースタンド
- その他特殊ばね・線材
- ステンレス鋼線
線径:3.5mm
- ベンダー加工のみで製作
- 専用機を用いた工程数の削減
- 荷重や加工のしやすさを考慮して隅々まで細かい加工を実施
-

両端が尖頭(針)状の漁具(ベンダー加工)
- その他特殊ばね・線材
- ステンレス鋼線
線径:3.5mm
- 加工中に針が吹き飛ばないよう、安全装置を開発
- 設計して製作
-

規格外のRピン(松葉ピン・スナップピン)
- その他特殊ばね・線材
- 硬鋼線
線径:3.5mm
- 専用治具を製作して規格外のRピンを加工
-
R形状の圧縮バネ(ケーブル・ホース類のガイドスプリング)
- 圧縮ばね
- 硬鋼線
線径:3.5mm
- バネ全体のR形状を、R外径側を1巻ずつ広げることで実現
- 3種類の加工方法を試し、最適な方法で加工
-
展開長が長い電線保持金具
- その他特殊ばね・線材
- ステンレス鋼線
線径:3.5mm
- 展開長が長いため自動機での加工が不可
- 専用のR曲げの金型を3つ以上使用して製作
- 多くの曲げ工程を事前にイメージする必要あり
-

ワンタッチロックの線材加工品
- 線材曲げ加工品
- ピアノ線
線径:3.5mm
- 緻密な計算により穴の位置を算出
- 破損を防ぐため力を逃がす工夫
-
電線の吊架に利用されるラセンハンガー
- 線材曲げ加工品
- めっき線
線径:3.5mm
- 巻きピッチが粗いため、均等に加工することが困難
-

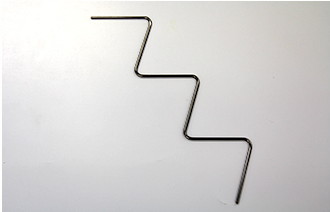
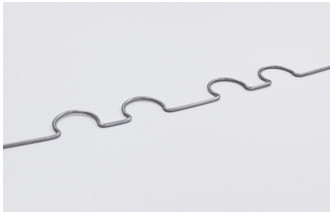
ジグザグ状の線材でR曲面をつくった逸品
- その他特殊ばね・線材
- アルミ
線径:3.5mm
- R曲面をつくる必要があるため、自動機ではなく、曲げ加工とプレス加工で製作
- 型の調整により一発で成型し、公差をクリア
-

旋盤で加工した線材曲げ加工品
- 線材曲げ加工品
- 鉄
線径:3.5mm
- 治具製作用の旋盤で加工
- 専用の設備を揃えずともコストを抑えて試作可能
-

ピンセットのような用途に使われる線材加工品
- その他特殊ばね・線材
- 硬鋼線
線径:3.5mm
- 先端の爪部分のナナメカットが左右対称
- 手に納まるちょうど良いサイズと適切な強度を実現する線径の選定
-
平面度の公差が厳しい直角22箇所の曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:3.5mm
- 平面にするために加工前の熱処理で材料のクセを除去
- 低温熱処理時の縮みをあらかじめ考慮して加工
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
- 線材曲げ加工品
- リング
- 硬鋼線
線径:3.5mm
- 自社オリジナルの治具で工程を大幅に削減
- 熱処理を考慮して径を調節
-
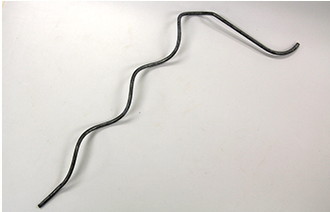
D/d≒150のS字の大きな線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:3.5mm
- 本来直線矯正で用いるベアリングで曲げ加工を実施
-

展開長・直線部が長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:3.5mm
- 展開長が長いため手加工が必要
-

お客様と設計から一緒に作り上げた毛染めスタンド
- 線材曲げ加工品
- ステンレス鋼線
線径:3.5mm
- 設計から対応
-

工程を削減するためにオリジナルの機械を製作した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:3.5mm
- プレス加工とベンダー曲げ加工を一度に行う機械を製作
-

半自動機で0.2mmの隙間をあけて製作したトーションばね
- トーションばね
- 硬鋼線
線径:3.5mm
- トーションバネのピッチを調整
- スプリングバックを考慮した端の加工
-

自動機よりも“手巻き”のメリットを優先したねじりコイルばね
- トーションばね
- ピアノ線
線径:3.5mm
- 形状やロット数等の条件によっては手巻きが視野に入ることもあります
-

農業用ハウスに利用されるトーションバネ
- トーションばね
- ピアノ線
線径:2.5mm×2.5mm
- 熱処理前後の材料の収縮を計算して製作
- Rの曲げがきつい箇所を、極力膨らみを抑えて加工
-

ピアノ線で特殊な線径φ3.8を使用したトーションバネ
- トーションばね
- ピアノ線
線径:3.8mm
- 荷重計算の調整が容易にできるよう、特殊なφ3.8の材質を使用
- アームの曲げ部分はコイル部と接触しないよう加工
-

パイプ受け用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:3.8mm
- 曲げのRの仕様が自動機では加工が難しい
- 芯金に沿わせてまとめて並行に曲げる加工で左右対称を実現
- 専用の芯金を製作
-

4本同時に巻くという難加工の試作に挑戦した逸品
- その他特殊ばね・線材
- 鉄
線径:3.8mm
- 4本同時に巻くことに挑戦
-

SUS304 φ4.0 のパイプ曲げ加工
- その他特殊ばね・線材
- ステンレス鋼線
線径:4.0mm
- 普通に曲げてしまえばパイプがつぶれてしまうところを、オリジナル治具を作ることで対応
-

電気設備機器用アースバネ(圧縮バネ)
- 圧縮ばね
- 硬鋼線
線径:4.0mm
- 端の直線部を確保するため、直線材を用いて手加工にて成形
-
角度の公差が±0.5度と非常に厳しい線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:4.0mm
- 角度の公差が非常に厳しい
- 各曲げ箇所に金型を用意し加工
-

片面が面取りされた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:4.0mm
- 片面を面取りしているため自動機は不可
- 材質を工夫することで1回の工程で加工
-

鉄道車両に使用されるSUS304-W2の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:4.0mm
- 材料が短いため巻きつけ作業が困難
- 要望のピッチ間隔にするため材料の巻き方を工夫
-
展開長が長い線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
線径:4.0mm
- 展開長が長いため自動機は不可
- 精度の高い金型製作により、両端の同芯がぴったり一致
-

農機具に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:4.0mm
- 2ヶ所に切削加工が必要なため自動機は不可
- 3次元曲げ加工
-

鉄道車両に利用される複雑な形状のバネ
- その他特殊ばね・線材
- ピアノ線
線径:4.0mm
- 真ん中のねじれ箇所があるため、コイルの芯を合わせるのが困難
- 専用の治具を作り量産を可能に
-

搬送機に利用されるねじりコイルバネ(トーションバネ・キックバネ)
- トーションばね
- 硬鋼線
線径:4.0mm
- コイル部と直線部の距離が近い
- 熱処理やスプリングバックを加味した微妙な巻き加減
-

亜鉛メッキ鋼線を用いた電力ケーブル吊架用加工品
- 線材曲げ加工品
- めっき線
線径:4.0mm
- 小ロットでも、職人による手加工と専用の治具作成で価格を抑えることが可能
-

金型不使用のUターンパイプ曲げ加工
- その他特殊ばね・線材
- ステンレス鋼線
線径:パイプ外径4.0mm
- 金型を作らず、治具による曲げ加工
- 試作コストの大幅削減に成功
-

素材を工夫した海洋構造物用の線材加工品
- 線材曲げ加工品
- チタン
線径:4.0mm
- 小ロットで調達可能な純チタンを提案
- 硬引き線を用いてバネ性におけるネックを解消
- 自動機での加工ができないものの、手加工で一発成形することで工数削減
-

コイルに近い部分から曲げを行ったダブルトーションバネ
- ダブルトーションばね
- ピアノ線
線径:4.0mm
- コイルを傷つけないように芯金を沿わせて曲げることが困難
-

治具を工夫して少ない工程で製作し、量産に繋げた電線金具
- 線材曲げ加工品
- めっき線
線径:4.0mm
- 直線材で展開長が長いため自動機不可
- 治具を工夫して少ない工程で製作
-
1つのRの上に4つのRをもつ線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:4.0mm
- 曲げの精度の管理に苦労しました
- 玩具(モデルガン)部品
-

スプリングバックを計算し設計したトーションバネ(シャッター巻き上げ用バネ)
- トーションばね
- 硬鋼線
線径:4.2mm
- 小ロットのため芯金巻きで製作
- D/dが大きいことからスプリングバックも大きくなることを考慮して調整、設計
-

左右対称になるよう工夫して曲げた線材加工品
- 線材曲げ加工品
- 硬鋼線
線径:4.2mm
- 曲げた際の先端の位置が合うように緻密に調整
- 先端の隙間の広さによって工数が異なる
-

コイルの終端直線部の立ち上げ箇所をコイル外径に収めたバネ
- 線材曲げ加工品
- オイルテンパー線
線径:4.2mm
- 専用治具で全数検査を実施
-

要求応力を発揮するためにセッチングを行った圧縮バネ
- 圧縮ばね
- チタン
線径:4.3mm
- セッチング前後で自由高さが変化するのでそれを見越して設計
-

異形線(平線)の引っ張りバネ
- 引張ばね
- ピアノ線
線径:2.0mm×4.0mm
- 異形線(平線)をあえて寝かせて巻き取ることで大きな初張力を得た逸品
- 立てて巻き取るだけでも難しいところを寝かせて巻き取るのはまさに職人技
-

上下の線材同士が2点で密着したダルマピン
- 線材曲げ加工品
- 硬鋼線
線径:4.5mm
- 密着部分があるため自動機では加工不可
-

フックの線径をコイル部分より太くして強度を⾼めた両絞りの引っ張りバネ②
- 引張ばね
- 硬鋼線
線径:コイル線形:4.5mm、フック線形:5.0mm
- フックとコイルで異なる線材を利⽤
- フックの線径を太くして破損を防ぐ
-

線材が折れてしまう問題を加工方法の工夫で解決したトーションバネ
- トーションばね
- ピアノ線
線径:3.2mm×3.2mm
- 線材が折れてしまう現象を加工方法を工夫することで解決
-

異形線の圧縮バネ(プレス加工機用ダイバネ)
- 圧縮ばね
- ピアノ線
線径:1.9mmx4.2mm
- 平線は面が倒れてしまうため自動機での加工が不可
- オリジナルの機械を用いて手で正確に調整
-

インチ単位のサンプルをミリ単位で実現した斜め丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
線径:5.0mm
- 海外製のインチ単位の製品をミリ単位で実現
-

建築金物に使用される両端をC面取りした鉄線
- 線材曲げ加工品
- 鉄
線径:5.0mm
- 両端にC面取りを施すため自動機での加工は不可
- 材質ごとのスプリングバックの違いを考慮して加工
- ベンダー加工とプレス加工を組み合わせた逸品
-
自転車の荷台に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:5.0mm
- 大きなRの管理が難しい
- スプリングバックを考慮して、Rの角度をコントロール
-

曲げ加工とプレス加工による線材加工品
- 線材曲げ加工品
- 鉄
線径:5.0mm
- プレス加工に用いる汎用金型を改良したことにより、新規金型製作にかかるコストの大幅削減に成功
-

特注品でも価格を抑えた線材曲げ加工品
- 線材曲げ加工品
線径:5.0mm
- 小ロットの場合、設計と加工方法の工夫によりコストを下げるアプローチを行う
- 今回は加工技術の工夫でコストダウンに成功
-
装着部に丁度良い強度と寸法管理を実現
- その他特殊ばね・線材
- ピアノ線
線径:5.0mm
- 装着部にぴったりとはまるように強度や寸法を調整
-

不等間隔ピッチで鉄の直線材を曲げた自転車部品
- 線材曲げ加工品
- 鉄
線径:5.0mm
- 不等間隔ピッチを職人技で調節
- コイル材ではなく直線材を用いて自動機は使わず製作
-

回転式のベンダー加工で費用を抑えて製作した建築資材
- 線材曲げ加工品
- 鉄
線径:5.0mm
- 加工方法の工夫で費用を抑えて対応
- 先端加工済の材料を使うため後工程での調節が不 可能
-

機能要件に支障がない範囲で仕様変更しコストダウンした正三角形リング
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:5.0mm
- 線の両端にほんの僅かな隙間を許容するだけで、完全密着に必要な加工工程が削減可能
-
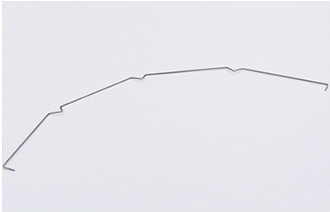
太線・大型、尚且つ、テーパーになっているコイル(掃除棒)
- その他特殊ばね・線材
- ピアノ線
線径:5.5mm
- オリジナルの専用芯金を製作
- コイル材ではなく直線材から加工
- コイル外径が大きくピッチが粗いため調節が難しい
-

材質を工夫して隙間1mmの曲げを少ない工程で製作した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
線径:5.5mm
- スプリングバックの少ない材質を採用して工程を削減
- 材質が傷つかないよう治具を工夫
-

直線材の調達方法でコスト削減を提案した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
線径:5.5mm
- 直線材を調達する方法をお客様と相談してコスト削減を提案
-

楕円形のジグザグ圧縮バネ
- 圧縮ばね
- 硬鋼線
線径:5.5mm
- 機械の型をカスタマイズして加⼯
- 寸法と⾓度の管理が重要
-

異形線の線材加工品
- 線材曲げ加工品
- 鉄
線径:4.0mm×4.0mm
- 材料の破断を防ぎ、かつ価格を抑えるため一つ一つ曲げて製作
- 異形線を使用
- ピッチ間隔が均一
-

最大限の初張力を得るように工夫した異形線(平線)・半丸フックの引っ張りバネ
- 引張ばね
- ピアノ線
線径:2.8mm×5.0mm
- 初張力を最大限得るために巻き方や熱処理を工夫
-

自転車の荷台に利用される曲げ加工品
- 線材曲げ加工品
- 鉄
線径:6.0mm
- 全長が指定されているためコイル径の管理が厳しい
- 線形が太い上に持ち手が短く、巻きにくい
- 半自動巻機で製造
-

面取りが施されたSフック
- 線材曲げ加工品
- 硬鋼線
線径:6.0mm
- 直線材をカットし、面取りを施した後曲げている
- 材質が非常に硬いため、油圧ベンダーを用いて加工
-

洗面台の取っ手用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:6.0mm
- 手加工により美しい曲げを実現
-

Rが大きく直線の平面な位置合わせが困難な線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
線径:6.0mm
- 平面な位置合わせが非常に困難
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
- 線材曲げ加工品
- 硬鋼線
線径:6.0mm
- 先に面取り加工をする必要があるので後工程の寸法調整の余地がない
- 自社で製作した治具と職人の絶妙な加減で正確な曲げを実現
-

直線部分が短いためプレス加工で製作した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- ステンレス鋼線
線径:6.0mm
- プレス加工で製作
-

ベンダー曲げが難しい箇所をプレス加工で実現した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- 鉄
線径:6.0mm
- プレス加工で曲げ加工を実現
-

対称となるすべての直線部が平行になるよう加工した線材加工品
- 線材曲げ加工品
- 硬鋼線
線径:6.0mm
- 展開長が長いため手加工が必要
-
非常に大きいRの管理が難しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:6.0mm
- 非常に大きいRの管理が難しい
-
両端にねじ切り加工がされた、Rの大きい線材曲げ加工品(家具部品)
- 線材曲げ加工品
- ステンレス鋼線
線径:6.0mm
- 寸法管理が厳しい
- Rが大きい
- 全数追加工で細かく調整
-

内Rが線径に対して小さすぎる線材加工品
- 線材曲げ加工品
- 鉄
線径:6.0mm
- 自動機では成形不可のためベンダー曲げにて対応
- 鉄道車両部品
-

専門業者に直線カットを委託し、面取りコスト削減を行った線材曲げ加工品
- 線材曲げ加工品
- 鉄
線径:6.5mm
- 面取りにかかるコストを削減
- その代償として、加工の寸法管理が大変
-

大型で腕の長い、尚且つ、縦巻きキックバネ(猪捕獲罠用)
- トーションばね
- 硬鋼線
線径:7.0mm
- 直線材から加工
- 腕の長さを考慮して加工方法を調節
-

一発成型したヒューズのクリップ用板バネ
- その他特殊ばね・線材
- ステンレス鋼線
線径:0.2mm×7.0mm
- 複雑形状の一発成形品
- 大幅なコストダウンの実現
-

加工方法を工夫し、想定加工コストよりも安価な成形に成功した太径のバネ
- 線材曲げ加工品
- その他特殊ばね・線材
- ピアノ線
線径:7.5mm
- 回転式のベンダー加工で対応
-

フック立ち上がり部のRの曲げが大きい引張バネ
- 引張ばね
- ピアノ線
線径:8.0mm
- 専用治具を独自開発。
- フック立ち上がり部のRを大きく曲げて折損を回避
- スプリングバックを考慮して加工
- 対向角の厳しい公差をクリアするため、熱処理後の変化を想定して加工
-

後工程を考えて工程・コストを削減したステンレスのリング(特殊車両部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:8.0mm
- 後工程を考慮してコスト削減
- 傷つかないよう治具を工夫
-

先端の隙間がわずか0.8mmのところを一発で曲げたナスカン形状の線材曲げ加工品
- 線材曲げ加工品
- リング
- ステンレス鋼線
線径:8.0mm
- 先端の隙間がわずか0.8mm
-

U字の磨き棒のR部分の⾼さをできるだけ短く曲げた線材曲げ加⼯品
- 線材曲げ加工品
- 鉄
線径:8.0mm
- どれだけ短く曲げられるか限界の挑戦
-
外観重視のため手加工を行った線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:8.0mm
- 各種条件を考慮し、手加工が最適と判断
- 外観にこだわったキャンプ用品
-

終端部を密着に加工しながら、ある程度の平面度を出した線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:8.0mm
- 密着の加工により生じた歪みを分散させることがポイント
-
金型を使用せずに曲げたステンレスパイプ
- その他特殊ばね・線材
- ステンレス鋼線
線径:8.4mm
- 専用治具で全数検査を実施
- ただし多少の歪みが生じるためそこを許容できるかどうか
-
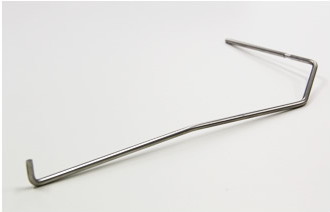
全長1.3mのトーションバー
- 線材曲げ加工品
- ステンレス鋼線
線径:8.5mm
- 全長1.3mもの長さ
- 専用治具を製作したうえで手加工
-

三価クロメート処理を施したトーションバー
- その他特殊ばね・線材
- 硬鋼線
線径:9.0mm
- 水平からみると十字になるよう、専用の検査治具を用いて対応
- 精度を高めるため曲げる前に材料を圧着
-

外観を傷つけないように工夫して加工した線材曲げ加工品(鉄道車両部品)
- 線材曲げ加工品
- ステンレス鋼線
線径:9.0mm
- 外観が傷つかないよう工夫して加工
-

専用の加工機を自社製作して価格を抑えた線材曲げ加工品(建築資材)
- 線材曲げ加工品
- めっき線
線径:9.2mm
- 専用の特注加工機を作成し、コストダウンに成功
-

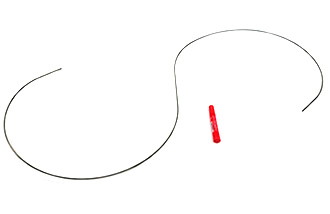
一般産業機械で使用されるケース付きゼンマイバネ
- その他特殊ばね・線材
線径:0.9mm×9.3mm
- 廃盤部品の製作
- ケースに収まるよう予め形状を想定し、絶妙な力加減での加工が必要
-

線径φ10、先端カット部が非常に短いコードフック
- その他特殊ばね・線材
- ステンレス鋼線
線径:10mm
- 先端カット部が非常に短いため、通常の切断金型に一工夫加えて加工
-

初張力に公差がある引張バネ
- 引張ばね
- ステンレス鋼線
線径:10mm
- 初張力の公差を実現するため、あえて熱処理なしで加工
- 職人による絶妙な巻き加減
-

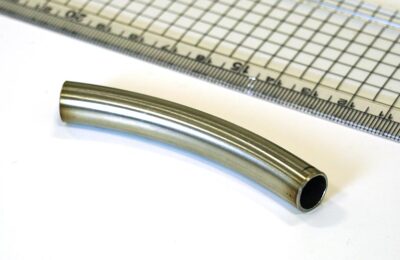
ガス管に利用される銅パイプ
- その他特殊ばね・線材
- 銅
線径:パイプ外径10mm
- 決められた長さの銅パイプを、限られたスペースに収めるよう設計
- パイプメーカーよりもコストを抑えた加工方法の提案
-

機械開閉部の油圧機器の代用となるトーションばね
- トーションばね
- オイルテンパー線
線径:10mm
- 油圧の代わりにトーションバネを利用してコストダウン
-

太径の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:10mm
- 線径10mmの太径にも対応
-
線径・コイル外径・自由長が大きい円錐圧縮バネ
- 圧縮ばね
- 硬鋼線
線径:10.5mm
- 線径、コイル外径、自由長が大きいため自動機不可。
- 芯金を使用した手加工にて製作。
- 岩津オリジナルの専用芯金を製作
-

Rが非常に大きく、シームレスパイプの曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
線径:パイプ外径10.5mm
- 通常対応していないパイプ曲げ加工の実現
- パイプ加工の企業に依頼するより費用を抑えて提案
-

コイル外径(D/d)=2.66のベンダー加工
- その他特殊ばね・線材
- 鉄
線径:12mm
- 線径12の極太鉄線をD/d≒2.66に曲げるという至難の業
- 岩津発条が得意とするベンダー加工で早く安く綺麗に加工
-
油圧プレス機を使わず12mm径を内R30で曲げた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
線径:12mm
- 金型のコストを削減
-

撹拌棒に用いるラセン板
- その他特殊ばね・線材
- 鉄
線径:1.0mm×12.0mm
- 均一に材質を曲げてピッチをそろえることが難しい
-

省スペースで有効巻き数を多く得るトーションバネ
- トーションばね
- 硬鋼線
線径:4.0mm×12.0mm
- 四角形断面の特性を加味し、断面が台形の線材を提案
- 巻きやすくするため、バネ成形後に焼き入れの工程を入れて実現
-

ピッチが大きい異形線のコイル
- その他特殊ばね・線材
- 鉄
線径:10.0mm×12.0mm
- 岩津オリジナルの専用芯金・ワイヤーガイドを製作して、ピッチが大きい異形線のねじれや傾きを防止
-
送り装置用スパイラル
- その他特殊ばね・線材
- ステンレス鋼線
線径:9.0mm×15.0mm
- 異経線を用いた全長4mもの長さがあるバネ
- 専用の芯金パイプと、巻く際にブレないようにする線ガイドを作成
-

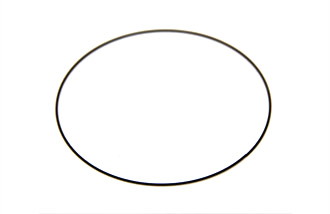
線径20mmの極太アルミ線を使ったリング
- リング
- その他特殊ばね・線材
- アルミ
線径:20mm
- 硬いアルミのひずみとりをバーナーで炙ることで解決
-

厚板のベンダー加工
- その他特殊ばね・線材
- アルミ
線径:6.0mm×35.0mm
- オリジナルのベンダー加工機で価格を抑えて製作
-

自由長や直角度の公差が厳しい圧縮バネ
- 圧縮ばね
線径:不明
- スプリングバックが大きいものでも正確に寸法調整
- 岩津独自開発治具「平箸」でピッチ間隔を正確に調整