
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
線材曲げ加工品 難加工・ばね製作事例一覧
-
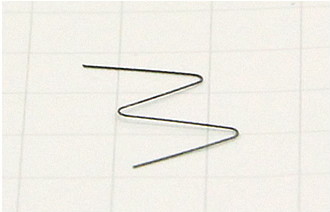
線径が極小のピアノ線の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 入手の難しい線材でも在庫がある場合あり
- 線径が小さすぎるため自動機は不可
- 線径に合わせた極小の専用金型、ツールを使用
-

鉄道車両に使用されるSUS304-W2の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 材料が短いため巻きつけ作業が困難
- 要望のピッチ間隔にするため材料の巻き方を工夫
-

異形線の線材加工品
- 線材曲げ加工品
- 鉄
- 材料の破断を防ぎ、かつ価格を抑えるため一つ一つ曲げて製作
- 異形線を使用
- ピッチ間隔が均一
-

ワンタッチロックの線材加工品
- 線材曲げ加工品
- ピアノ線
- 緻密な計算により穴の位置を算出
- 破損を防ぐため力を逃がす工夫
-

片面が面取りされた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 片面を面取りしているため自動機は不可
- 材質を工夫することで1回の工程で加工
-

3ヶ所のRが異なるリング(水上バイク部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 3ヶ所の異なるRを、オリジナルの芯金を作成して実現
-

コイル外径(D/d)が大きく、内径公差が厳しいワイヤーバンド
- 線材曲げ加工品
- リング
- ピアノ線
- リング部分のスプリングバックの管理とツマミ部分のRの管理、厳しい公差をクリアするため、非常に繊細な調節が必要
-

荷重計算が困難な電気器具用保持バネ
- 線材曲げ加工品
- ステンレス鋼線
- 高額な自動機での試作ではなく、手加工にて7回試作を重ねた末実現
-

軟質材料のワイヤーバンド(SUS304-1/8H)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 通常のバネ材のように調質されていないものでも、目視と手加減で調節して、D/d=40以上、公差±0.5を実現
-

コイル外径(D/d)=20で内径公差+0、-0.1のホースバンド
- 線材曲げ加工品
- ステンレス鋼線
- D/d=20、内径公差[+0,-0.1]の通常不可能な条件をクリア
- 全工程の工程寸法
- 能力管理から出荷検査まで、徹底した管理を行い実現
-

風呂浴槽の排水溝キャップ吊り下げ金具
- 線材曲げ加工品
- ステンレス鋼線
- 自動機で製作可能で、成形自体の難易度は高くない
- 量産時に製品どうしが絡むことを考慮して対応
-

フック部分のトーションフォーミング加工
- 線材曲げ加工品
- 硬鋼線
- 芯金の強度を高めて極小フォーミング加工を実現
-

公差±0.2のワイヤーリング
- 線材曲げ加工品
- リング
- ピアノ線
- 外径φ90というD/dの大きさの輪に突起部を作成
- 通常の加工手順を変更して、公差の要求を実現
-

曲げ箇所の距離が非常に短いフォーミング加工
- 線材曲げ加工品
- ステンレス鋼線
- オリジナルの金型をデザインすることで実現
-

パネルや鏡等を取り付けるキャッチスプリング
- 線材曲げ加工品
- ピアノ線
- 3段階の加工で厳しい公差要求をクリア
- 職人による緻密な調整により、長さの公差±0.1の加工が実現
-

極小の先端U字型曲げ
- 線材曲げ加工品
- 硬鋼線
- 先端U字部分が細く小さいため通常のフォーミングマシンでの加工が不可
- オリジナルの治具で全自動加工を実現