
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
線材曲げ加工品 難加工・ばね製作事例一覧
-

工具に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 絶妙なくびれを出すため、リング状の線材を金型に嵌めて突くことで実現
-
二輪自動車に利用される線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 金型を改良して完璧な左右対称を実現
-

電気部品に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 通常では不可能な内幅での曲げ加工に成功
- 自動機に改良を加え、量産にも対応
-

銅線を使用した外径が極めて小さい線材曲げ加工品
- 線材曲げ加工品
- 銅
- 材質が柔らかく、内径が非常に小さい
- 通常芯金を回転させるが、芯金を固定して手作業で材料側を回して加工
-
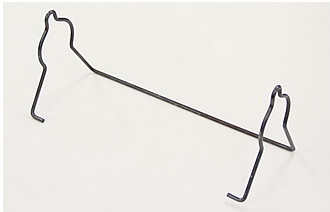
自転車の荷台に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 大きなRの管理が難しい
- スプリングバックを考慮して、Rの角度をコントロール
-

軟銅線を使用した線径が極端に小さい線材曲げ加工品
- 線材曲げ加工品
- 銅
- 材質が柔らかい、コイルの巻に対して直角に曲げるため職人による手加工が必要
-

建築金物に使用される両端をC面取りした鉄線
- 線材曲げ加工品
- 鉄
- 両端にC面取りを施すため自動機での加工は不可
- 材質ごとのスプリングバックの違いを考慮して加工
- ベンダー加工とプレス加工を組み合わせた逸品
-

リン青銅線を使用した線材曲げ加工品
- 線材曲げ加工品
- リン青銅
- 手加工による密着部分のひずみとりが必要
-
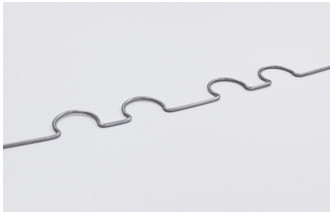
展開長も、直線部も長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コイル材を使用せず、直線材をカットして加工
- それに伴い専用の機械を製作
-

クッション性をもたせたRが大きい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- Rの大きさと必要な荷重を得るための高さの両方の管理が必要
- 専用の金型を製作して職人による手加工を実現
-

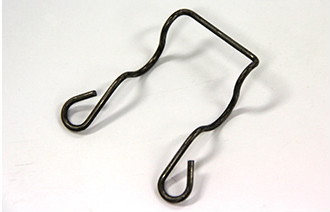
コードフック(クランプ)に使用するRの曲げがきつい線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 複雑形状のため自動機での加工は不可
- 専用の金型を製作
- 熱処理後の径の変化を想定した上で加工
-

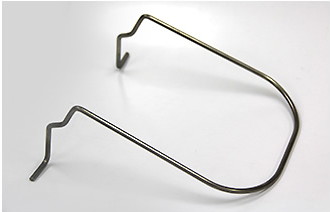
オートバイの部品に使用されるコードフックの線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 線径に対してフック部の径が小さいため自動機での加工は不可
- 熱処理後の形状を想定してクロス部分を加工
-
展開長が長い通電部品の線材曲げ加工品
- 線材曲げ加工品
- リン青銅
- 展開長が長いため自動機での加工は不可
- 自社開発の専用金型にて加工
-

ホースバンドに使用されるSWP-Aの線材曲げ加工品
- 線材曲げ加工品
- リング
- ピアノ線
- 爪部の直線部が短いため手加工が必要
- あらかじめ直線部を長くとり、曲げた後にカットして実現
-
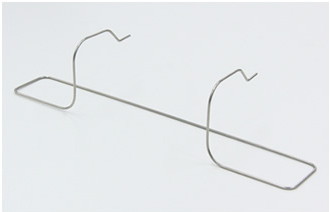
パイプキャッチャーに使用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- ひずみの発生やスプリングバックを考慮すると自動機は不可
- 2箇所にツールを使用し精度の高い加工を実現
-
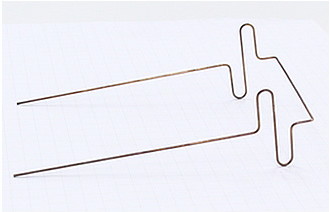
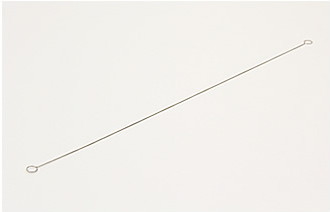
展開長が長い線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 展開長が長いため自動機は不可
- 精度の高い金型製作により、両端の同芯がぴったり一致
-

SUS304を使用したウェーブワッシャー
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 縦のRと横のRの両方を実現するため、専用の金型を設置して加工
-

展開長が長いワイヤーバンド
- 線材曲げ加工品
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- タッチセンサーを活用した独自の専用機や専用金型を使用して自動化による加工を実現
-
ステンレス鋼線の直線材を加工した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 両端の円部分にひずみがない
- ひずみとりを1工程で行う専用の型を保持
- 線材の在庫が豊富なため試作がしやすい
-

ニッケルメッキ処理を施した線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機が不可
- R曲げがきついため手加工必須
-
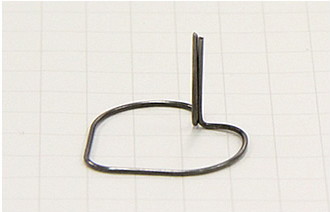
部品保持用の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 立ち上げ部が密着しているため自動機は不可
- 立ち上げ部を加工してから手加工にて製作