
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
線材曲げ加工品 難加工・ばね製作事例一覧
-

メガネの鼻あて固定用の線材加工品
- 線材曲げ加工品
- チタン
- 洋白
- 金
- 線径が小さく独特な形状のため、微細な調整が必要
- 線材の表面を平らにつぶす加工の調整が困難
-

曲げ加工とプレス加工による線材加工品
- 線材曲げ加工品
- 鉄
- プレス加工に用いる汎用金型を改良したことにより、新規金型製作にかかるコストの大幅削減に成功
-

亜鉛メッキ鋼線を用いた電力ケーブル吊架用加工品
- 線材曲げ加工品
- めっき線
- 小ロットでも、職人による手加工と専用の治具作成で価格を抑えることが可能
-

パイプキャッチャーに用いられるフォーミング加工品
- 線材曲げ加工品
- ステンレス鋼線
- 熱処理後の形状の変化をあらかじめ想定した上で加工
- 専用の治具を作成
-
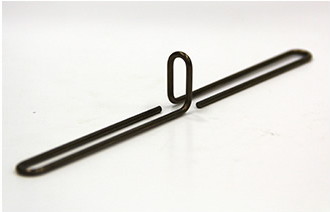
電線の吊架に利用されるラセンハンガー
- 線材曲げ加工品
- めっき線
- 巻きピッチが粗いため、均等に加工することが困難
-
糸ガイドに使われる線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 線径0.2mmという細さ
- 専用の治具を作成し、手加工で対応
-
キッチン用具に利用される線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 手加工による試作で大幅なコストカットを実現
-
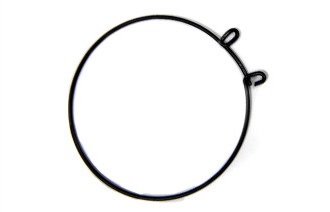
ケーブルの結束バネ
- 線材曲げ加工品
- リング
- ピアノ線
- Rの曲げがきつい箇所があるため手加工での製作
-

左右非対称の線材加工品
- 線材曲げ加工品
- めっき線
- 左右非対称のため、左右で異なる金型を使用して加工
- Rがきつい
-
ひずみ取りを施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げ加工後にひずみ取り処理
- スプリングバックを加味して平面で加工
-

面取りが施されたSフック
- 線材曲げ加工品
- 硬鋼線
- 直線材をカットし、面取りを施した後曲げている
- 材質が非常に硬いため、油圧ベンダーを用いて加工
-
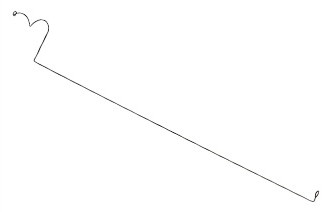
直線部が極めて長いガイドワイヤー
- 線材曲げ加工品
- ステンレス鋼線
- 直線部が長いため自動機での加工は不可
- 巻きピッチの粗い片側の円錐箇所は、専用の治具を用いて作成
-

ひずみを取った抜け止めピン(ダルマピン)
- 線材曲げ加工品
- ステンレス鋼線
- 一旦芯金に巻きつけた後ひずみ取りをすることで、綺麗な平面を実現
-
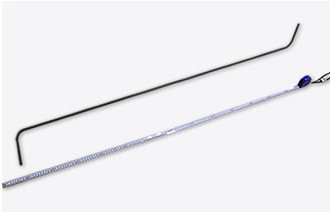
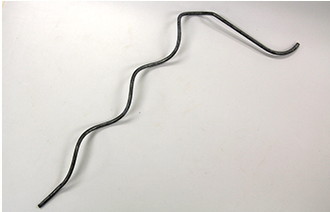
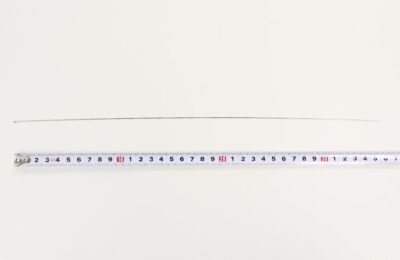
全長1.3mのトーションバー
- 線材曲げ加工品
- ステンレス鋼線
- 全長1.3mもの長さ
- 専用治具を製作したうえで手加工
-

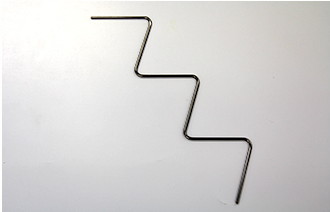
ひずみを除去した線材曲げ加工品(織機部品)
- 線材曲げ加工品
- ステンレス鋼線
- 直線分が長いため自動機での加工は不可
- 両端の曲げ箇所の隙間がほぼない
- 専用の治具を用いたひずみ取り処理
-
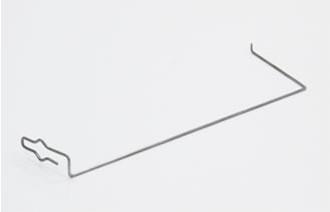
織機に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 直線部が長いため自動機での加工は不可
- 複雑な曲げ箇所も高品質な加工を実現
-

農機具に利用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 2ヶ所に切削加工が必要なため自動機は不可
- 3次元曲げ加工
-
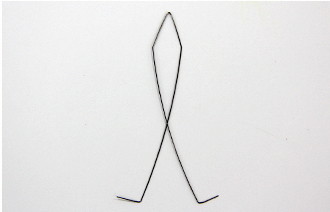
先端を曲げて密着させた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 直線部が長いため自動機での加工は不可
- わずか0.05mmの隙間をあけて先端箇所を曲げる加工
-

限りなく円形に近い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 直線部分が長いため自動機での加工が不可
- 両端の曲げ箇所が限りなく円に近い
-

自転車の荷台に利用される曲げ加工品
- 線材曲げ加工品
- 鉄
- 全長が指定されているためコイル径の管理が厳しい
- 線形が太い上に持ち手が短く、巻きにくい
- 半自動巻機で製造
-

形状記憶合金の曲げ加工
- 線材曲げ加工品
- スプリングバックの大きい特殊素材を折りたたむため、頑丈な金型を製作して加工