
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
線材曲げ加工品 難加工・ばね製作事例一覧
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
- 線材曲げ加工品
- 硬鋼線
- 先に面取り加工をする必要があるので後工程の寸法調整の余地がない
- 自社で製作した治具と職人の絶妙な加減で正確な曲げを実現
-

たった3つのベアリングでコイル材の直線矯正に成功した加工品
- 線材曲げ加工品
- ステンレス鋼線
- 3つのベアリングでコイル材を直線に加工
-
平面度の公差が厳しい直角22箇所の曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面にするために加工前の熱処理で材料のクセを除去
- 低温熱処理時の縮みをあらかじめ考慮して加工
-
公差の要点を押さえて管理コストを削減した電線金具
- 線材曲げ加工品
- 鉄
- 試作前にプロトタイプを製作して懸念点をあらかじめ確認
- 事前に優先する箇所を確認し、出戻りをなくすよう工夫
-

R曲面のある楕円形の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 切り口のスペースが狭く加工しづらい
- Rが非常に大きい
-

加工方法を工夫し、想定加工コストよりも安価な成形に成功した太径のバネ
- 線材曲げ加工品
- その他特殊ばね・線材
- ピアノ線
- 回転式のベンダー加工で対応
-

線径に対して内径のRが大きく、フック部分がU字形状の印刷機械部品
- 線材曲げ加工品
- ステンレス鋼線
- 線径に対して内径のRが非常に大きい
- フック部分がU字
-

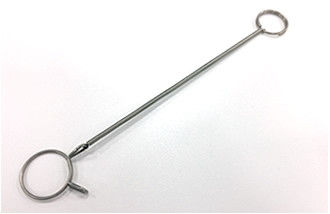
後工程を考えて工程・コストを削減したステンレスのリング(特殊車両部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 後工程を考慮してコスト削減
- 傷つかないよう治具を工夫
-

曲げRが非常に小さい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 芯金の形状を工夫して小さすぎるRに対応
-

Rが大きく直線の平面な位置合わせが困難な線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面な位置合わせが非常に困難
-

材質を工夫して隙間1mmの曲げを少ない工程で製作した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- スプリングバックの少ない材質を採用して工程を削減
- 材質が傷つかないよう治具を工夫
-

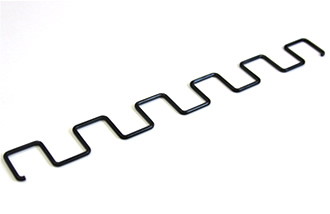
不等間隔ピッチで鉄の直線材を曲げた自転車部品
- 線材曲げ加工品
- 鉄
- 不等間隔ピッチを職人技で調節
- コイル材ではなく直線材を用いて自動機は使わず製作
-

太径の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 線径10mmの太径にも対応
-

Rが非常に小さく、密着箇所が2つある線材曲げ加工品(カー用品部品)
- 線材曲げ加工品
- 硬鋼線
- 2箇所の密着難加工部分が存在
- 小さすぎるRの曲げを実現
-

Rが大きく、先端がRに密着している線材曲げ加工品(作業工具部品)
- 線材曲げ加工品
- ピアノ線
- 大きいRの管理が困難
- 先端カットと歪をとる加工を同時に行うことでコスト削減
-
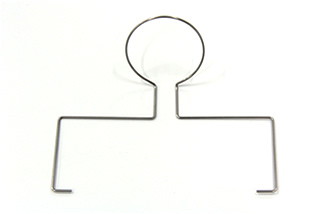
円→直線に曲げるというシンプルでも地味に難しい加工を施した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 円→直線にするためのひずみとりが難しい
-

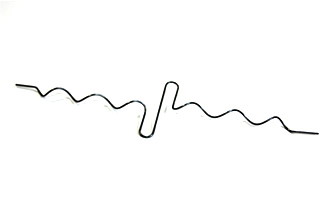
ダブルトーションバネの技術を応用して作った線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- ダブルトーションバネの技術を利用
- スプリングバックの管理が至難の業
-
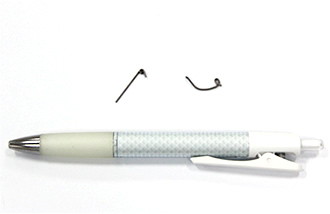
芯金の材質を工夫して小さすぎるD/dに対応した逸品(左)と自動機で一発成形した逸品(右)(メガネ部品)
- 線材曲げ加工品
- チタン
- (左)芯金に特殊鋼を利用することで細い芯金でも負荷に耐えうるように工夫
- (右)複雑形状を自動機で一発成形
-

中心と両端にセギリ加工(切削加工)が施された線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- あらかじめセギリ加工(切削加工)が施された線材を使用
- 後工程での調節が不可能なため正確な位置での曲げが要求された逸品
-
3種類のばねを作成し、組み立てまで行った噴霧器部品
- 引張ばね
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
- トーションバネ、引張バネ、リングを組み合わせたバネ
- 組み立て易さを熟知しているため素早い加工が可能
-

異なるRが同一のRになるようあらかじめ巻き具合を調節した建築資材
- 線材曲げ加工品
- ステンレス鋼線
- 異なるRが同一のRになるようあらかじめ巻き具合を調節