
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
線材曲げ加工品 難加工・ばね製作事例一覧
-
非常に大きいRの管理が難しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 非常に大きいRの管理が難しい
-

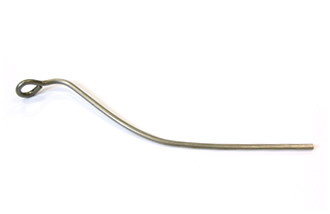
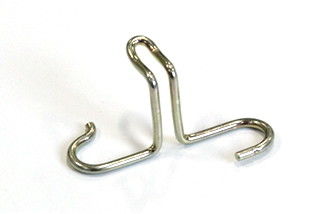
先端の隙間がわずか0.8mmのところを一発で曲げたナスカン形状の線材曲げ加工品
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 先端の隙間がわずか0.8mm
-

曲げ箇所の条件が厳しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- クランク状の部分の曲げ箇所が1mm以下
- R開始部分が曲げ箇所に近く、固定が難しい
- 専用の治具を用いたひずみ取り処理
-

左右対称になるよう工夫して曲げた線材加工品
- 線材曲げ加工品
- 硬鋼線
- 曲げた際の先端の位置が合うように緻密に調整
- 先端の隙間の広さによって工数が異なる
-
D/dが非常に大きい線材曲げ加工品
- 線材曲げ加工品
- 鉄
- D/dが非常に大きいためスプリングバックとひずみの考慮が必要
-
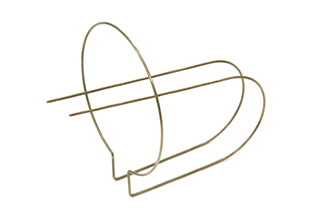
D/dが大きく、コイルの中央に2本の直線が貫通している線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 加工を工夫して複雑形状を実現
-

上下の線材同士が2点で密着したダルマピン
- 線材曲げ加工品
- 硬鋼線
- 密着部分があるため自動機では加工不可
-

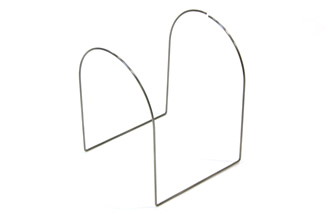
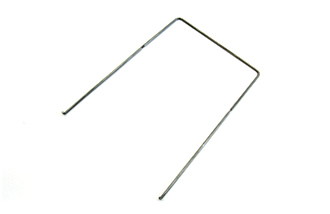
対称となるすべての直線部が平行になるよう加工した線材加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため手加工が必要
-
長い展開長かつ、プレス加工による曲げ・潰しを行った線材加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機不可
- 一部プレス加工により曲げ・潰しを行った
-

お客様と設計から一緒に作り上げた毛染めスタンド
- 線材曲げ加工品
- ステンレス鋼線
- 設計から対応
-

展開長・直線部が長い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 展開長が長いため手加工が必要
-
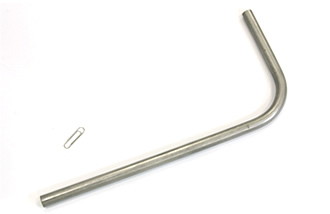
油圧プレス機を使わず12mm径を内R30で曲げた線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 金型のコストを削減
-

ベンダー曲げが難しい箇所をプレス加工で実現した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- 鉄
- プレス加工で曲げ加工を実現
-
曲げRが小さい箇所を加工方法を工夫して実現した線材曲げ加工品(オートバイ部品)
- 線材曲げ加工品
- ピアノ線
- 真ん中の曲げRが小さいため加工方法を工夫して対応
-
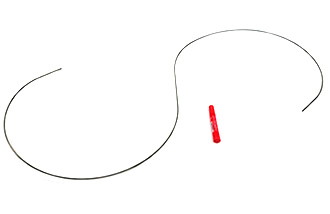
D/d≒150のS字の大きな線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 本来直線矯正で用いるベアリングで曲げ加工を実施
-

機能要件に支障がない範囲で仕様変更しコストダウンした正三角形リング
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 線の両端にほんの僅かな隙間を許容するだけで、完全密着に必要な加工工程が削減可能
-

自動機の設定を工夫して効率的に量産した金メッキ処理の照明部品
- 線材曲げ加工品
- リング
- 硬鋼線
- スプリングバックを考慮して自動機の設定をあらかじめ調整
-

直線部分が短いためプレス加工で製作した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- ステンレス鋼線
- プレス加工で製作
-

回転式のベンダー加工で費用を抑えて製作した建築資材
- 線材曲げ加工品
- 鉄
- 加工方法の工夫で費用を抑えて対応
- 先端加工済の材料を使うため後工程での調節が不 可能
-

直線材の調達方法でコスト削減を提案した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- 直線材を調達する方法をお客様と相談してコスト削減を提案
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
- 線材曲げ加工品
- リング
- 硬鋼線
- 自社オリジナルの治具で工程を大幅に削減
- 熱処理を考慮して径を調節