
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
その他特殊ばね・線材 難加工・ばね製作事例一覧
-

隙間寸法0.4の二輪用クランプ金具
- その他特殊ばね・線材
- 鉄
- 工夫を重ね、割ピン状の部位の両脚が隙間寸法0.4の位置で真っ直ぐに揃うよう加工
-

線径φ10、先端カット部が非常に短いコードフック
- その他特殊ばね・線材
- ステンレス鋼線
- 先端カット部が非常に短いため、通常の切断金型に一工夫加えて加工
-
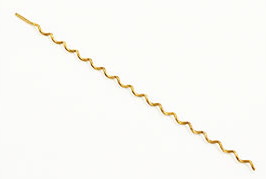
コイル外径(D/d)=1.25の電気抵抗器用スパイラル
- その他特殊ばね・線材
- リン青銅
- 材料が柔らかい、D/dが小さい、巻ピッチが粗いことから自動機での加工は不可
- 巻ピッチの粗さを、巻き取り後に両端を引っ張る加工で解決
-
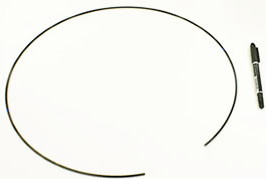
コイル外径(D/d)の非常に大きなワイヤーバンド
- リング
- その他特殊ばね・線材
- ピアノ線
- 切り口の広いリングの場合涙型になってしまう性質があるところを、Rの微調整で円形に修正
-

規格外のRピン(松葉ピン・スナップピン)
- その他特殊ばね・線材
- 硬鋼線
- 専用治具を製作して規格外のRピンを加工
-

一発成形のクランプ・アルミ六角リング
- リング
- その他特殊ばね・線材
- アルミ
- 柔らかい素材であるアルミは自動機での加工が不可
- 専用金型製作で一発成形
-

巻き上げ機構のブレーキ用角バネ(平角線)
- その他特殊ばね・線材
- ピアノ線
- 自動機が不可能なため、芯金巻きにて製作
- フック部の公差±5°を正確な熱処理の管理で実現
-

丸線材の渦巻型平面巻き(電気機械部品)
- その他特殊ばね・線材
- 銅
- 通常外径になるほどピッチ間隔が大きくなるところを、職人の仕上げ加工により等間隔を実現
-

通常の半分の工程で成形したネクタイハンガー
- その他特殊ばね・線材
- 硬鋼線
- 通常の半分工程で成形できるよう工夫
-

SUS304 φ4.0 のパイプ曲げ加工
- その他特殊ばね・線材
- ステンレス鋼線
- 普通に曲げてしまえばパイプがつぶれてしまうところを、オリジナル治具を作ることで対応
-

両端が尖頭(針)状の漁具(ベンダー加工)
- その他特殊ばね・線材
- ステンレス鋼線
- 加工中に針が吹き飛ばないよう、安全装置を開発
- 設計して製作
-

溶接の省略とコストダウンを図ったシャンプースタンド
- その他特殊ばね・線材
- ステンレス鋼線
- ベンダー加工のみで製作
- 専用機を用いた工程数の削減
- 荷重や加工のしやすさを考慮して隅々まで細かい加工を実施
-

厚板のベンダー加工
- その他特殊ばね・線材
- アルミ
- オリジナルのベンダー加工機で価格を抑えて製作
-

コイル外径(D/d)=2.66のベンダー加工
- その他特殊ばね・線材
- 鉄
- 線径12の極太鉄線をD/d≒2.66に曲げるという至難の業
- 岩津発条が得意とするベンダー加工で早く安く綺麗に加工
-

銅線φ0.3のバネを巻いて作るバネ
- その他特殊ばね・線材
- 銅
- めっき線
- 柔らかい銅線を巻いてバネにするだけでも難しい
- さらにそれを潰れないように巻くという至難の業を実現