
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
圧縮ばね 難加工・ばね製作事例一覧
-
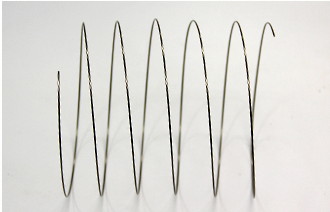
シリンダ保護カバー用のD/dが大きい圧縮コイルバネ
- 圧縮ばね
- ステンレス鋼線
- D/dが非常に大きいため、大きくなるスプリングバックを考慮して加工
- 熱処理後のばらつきが大きく管理が困難
-

黄銅線を使用した店舗内装のインテリア品
- 圧縮ばね
- 銅
- 柔らかく、また外観を傷つける可能性があるため自動機不可
- 1つ1つ芯金で巻いて製作
- 等しいピッチ間隔
-

コイル外径が非常に小さい圧縮バネ
- 圧縮ばね
- ピアノ線
- 短納期のため手加工で実現
- コイル外径が非常に小さい
- 専用の芯金で製作
-

人形劇用ぬいぐるみに仕込む圧縮ばね
- 圧縮ばね
- 硬鋼線
- 商品のフォルムに合わせて調整
- 加工前にあらかじめ大きさを想定することが必要
-

直角度の公差が±1度の圧縮バネ
- 圧縮ばね
- ピアノ線
- 直角度の公差が±1度、寸法の公差±0.48の緻密さが要求された逸品
- 職人技による均一なピッチ間隔
-

コイル外径の変化、且つ、外径が非常に小さい圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- コイル外径が非常に小さいため自動機での加工は不可
- スプリングバックと熱処理後に径が大きくなる特性を事前に考慮し加工
- 専用の芯金を2種類用意
-
線径・コイル外径・自由長が大きい円錐圧縮バネ
- 圧縮ばね
- 硬鋼線
- 線径、コイル外径、自由長が大きいため自動機不可。
- 芯金を使用した手加工にて製作。
- 岩津オリジナルの専用芯金を製作
-

自由長や直角度の公差が厳しい圧縮バネ
- 圧縮ばね
- スプリングバックが大きいものでも正確に寸法調整
- 岩津独自開発治具「平箸」でピッチ間隔を正確に調整
-

円形フック付き、片側座面のみ研削(研磨)したバネ(トムソン型打ち抜き用)
- 圧縮ばね
- ピアノ線
- フック部分を涙型ではなく円形に成形
- 片側の座面のみ研磨
-

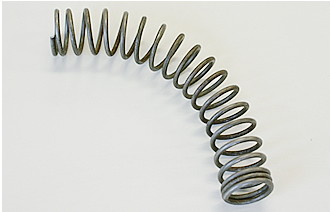
コイル外径(D/d)の大きな円錐バネ(テーパーバネ)
- 圧縮ばね
- 硬鋼線
- コイル外径が大きいため調節が難しい
- 大径側の先端を内側に巻き込んでストッパーに
- 全圧縮時に平坦になるよう設計
-

電気設備機器用アースバネ(圧縮バネ)
- 圧縮ばね
- 硬鋼線
- 端の直線部を確保するため、直線材を用いて手加工にて成形
-
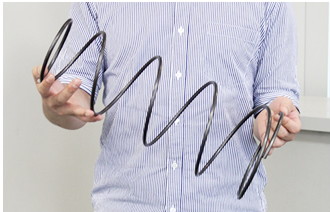
R形状の圧縮バネ(ケーブル・ホース類のガイドスプリング)
- 圧縮ばね
- 硬鋼線
- バネ全体のR形状を、R外径側を1巻ずつ広げることで実現
- 3種類の加工方法を試し、最適な方法で加工
-

鼓型(ボビン型)圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 機械の空きがなかったため手巻き加工で精度の高い加工を実現
- 座巻の成形・自由長・直角度の精度充足は、まさに職人技
-

硬引きチタン線の圧縮バネ
- 圧縮ばね
- チタン
- 小ロットで調達可能な純チタンを提案
- バネ用ではない材料も調節を重ねて加工
-

コイル外径(D/d)が大きく、且つ、精度要求の厳しい圧縮バネ
- 圧縮ばね
- 硬鋼線
- 通常では不可能な条件を、職人の手による緻密な芯取りで実現
-

猟具(猪罠)用の引張バネ(押し引きバネ)
- 圧縮ばね
- 引張ばね
- トーションばね
- 硬鋼線
- トーションバネの足が長く、自動機での加工ができないため手加工にて製作
- 初張力0、応力が低い
-

異形線の圧縮バネ(プレス加工機用ダイバネ)
- 圧縮ばね
- ピアノ線
- 平線は面が倒れてしまうため自動機での加工が不可
- オリジナルの機械を用いて手で正確に調整