
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-

異形線を用いたトーションバネ
- トーションばね
- ピアノ線
- 異形線を芯金で巻き取る際の摩擦によるずれを手で調整しながら密着させるという至難の業
-

純チタン(硬引き線)を用いた四角いバネ
- 圧縮ばね
- その他特殊ばね・線材
- チタン
- 小ロットで調達可能な純チタンを提案
- 多くの工程を必要としても総合的にコストを抑えて実現
-

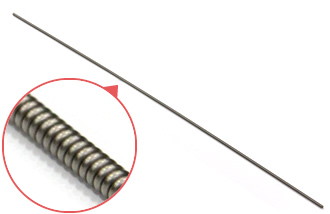
Φ0.3の銅線を手巻きで1m巻いた逸品
- その他特殊ばね・線材
- 銅
- 細くて柔らかい非常にコントロールしづらい銅線を、全長1mもの間、半自動機で巻き取り+手作業で微調整し続けた集中力の賜物
-

特殊な材質を用いたバルブ用圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 特殊素材を提案
- それに伴って400℃以上の熱処理が必要だが、500℃まで対応可能な小型電気炉で対応可能
-

専用治具を用いて自動機で一発成型したねじりコイルバネ
- トーションばね
- 硬鋼線
- 複雑形状を自動機で一発成型
-

線材を平面な菱形につぶす加工を施した線材曲げ加工品
- 線材曲げ加工品
- 真鍮
- 専用の治具で自動機での生産が実現
-
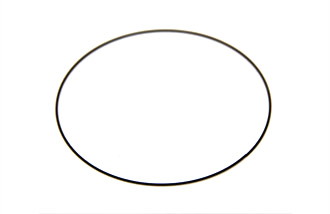
D/d≒100、公差±0.2のスナップリング
- リング
- その他特殊ばね・線材
- ピアノ線
- 線径に対してコイル平均径が非常に大きいため自動機での加工は不可
- コイリングで巻き上げ後、熱処理後の歪みも考慮した上で試行錯誤を重ね、±0.2の厳しい公差の要望を実現
-

コスト削減のため別のアプローチを提案した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- コスト削減に繋がる形状の提案
-

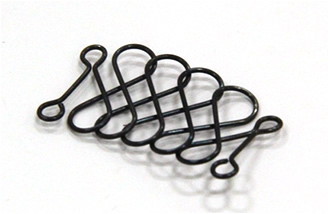
規格外のネジに合わせて加工した引張バネ
- 引張ばね
- その他特殊ばね・線材
- ピアノ線
- "丁度良い感じ"をわずか3回の試作で実現
-

フック部分を半円(半丸フック)にした引張バネ
- 引張ばね
- ステンレス鋼線
- フック部分を半円にすることで、お客様の希望の荷重と指定の短さを実現
-

フックにコイル線径の2倍の線材を使用した両絞りの引張バネ
- 引張ばね
- 硬鋼線
- 高い耐久性を実現するため、フック部分の線径を太くすることを提案
-

変形側面フックをもつトーションバネ
- トーションばね
- ピアノ線
- 非常にピッチ間隔が細かい
- フック部は、歪み取りと先端カットを同時に行い、曲げるだけで形状を合わせるという加工で正円を実現
-

純チタン(硬引き線)のコイル
- 圧縮ばね
- チタン
- 小ロットで調達可能な純チタンを提案
- 新たに横弾性係数を割り出す工程を含んでもコストを抑えた提案が可能
-
薄くて強い荷重を発揮する自動車部品用の引っ張りばね
- 引張ばね
- ピアノ線
- 限られたスペースで要求された荷重を満たすため、平らなバネを提案
- 線材をねじれさせず真っ直ぐに保つのが困難
-

D/d≒35、有効巻き数1.25の特殊コイル
- 圧縮ばね
- その他特殊ばね・線材
- ステンレス鋼線
- D/dが大きいため、専用の芯金を作成し、職人の手により外径コントロール
- 研磨により自由高さの指定をクリア
- 研磨と熱処理の両方の影響を考慮して加工
- 有効巻き数が小さいため荷重管理が困難
-

チタン製のアルキメデス螺旋状バネ
- 線材曲げ加工品
- チタン
- アルキメデス螺旋をつくるため、専用の芯金に工夫を重ねて作成し、実現
-

D/dが大きく両端の形状が特殊なトーションバネ
- トーションばね
- ステンレス鋼線
- 両端のRの形状が特殊なため手加工が必須
- 直線材では内部応力が作用するためコイル材での加工
- 両端は材料を長めに公差させて歪みをとる作業が必要
-

線径0.18の細すぎるガータースプリング
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- 線径が小さすぎるため自動機での加工はばらつきが大きくなり不可
- 専用の装置を製作することで、手加工でも品質高く加工できる仕組みを実現
-

パイプ受け用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げのRの仕様が自動機では加工が難しい
- 芯金に沿わせてまとめて並行に曲げる加工で左右対称を実現
- 専用の芯金を製作
-

素材を工夫した海洋構造物用の線材加工品
- 線材曲げ加工品
- チタン
- 小ロットで調達可能な純チタンを提案
- 硬引き線を用いてバネ性におけるネックを解消
- 自動機での加工ができないものの、手加工で一発成形することで工数削減
-
難加工かつ量産を前提としたD/d≒2の細長いコイル
- 引張ばね
- ステンレス鋼線
- D/d≒2かつ、細いため自動機での加工は不可
- たわみの誤差がシビア
- 熱処理で調節することで、手加工の時間を短縮し、かつ精度を高めることが可能に