
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-

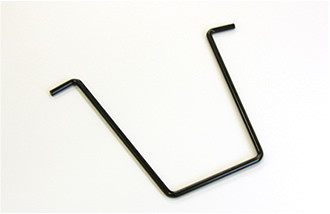
連続加工できるよう工夫してコスト削減した逸品
- その他特殊ばね・線材
- ピアノ線
- ピッチと自由長のコントロール
- 両端が連続するよう形状を工夫
-

加工方法を工夫し、想定加工コストよりも安価な成形に成功した太径のバネ
- 線材曲げ加工品
- その他特殊ばね・線材
- ピアノ線
- 回転式のベンダー加工で対応
-

線径に対して内径のRが大きく、フック部分がU字形状の印刷機械部品
- 線材曲げ加工品
- ステンレス鋼線
- 線径に対して内径のRが非常に大きい
- フック部分がU字
-

後工程を考えて工程・コストを削減したステンレスのリング(特殊車両部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 後工程を考慮してコスト削減
- 傷つかないよう治具を工夫
-

曲げRが非常に小さい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 芯金の形状を工夫して小さすぎるRに対応
-

ピンセットのような用途に使われる線材加工品
- その他特殊ばね・線材
- 硬鋼線
- 先端の爪部分のナナメカットが左右対称
- 手に納まるちょうど良いサイズと適切な強度を実現する線径の選定
-

Rが大きく直線の平面な位置合わせが困難な線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面な位置合わせが非常に困難
-

アーム(腕部分)がU字になっているトーションバネ
- トーションばね
- ステンレス鋼線
- U字のアーム部分の位置合わせと巻ピッチの管理が困難
-

材質を工夫して隙間1mmの曲げを少ない工程で製作した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- スプリングバックの少ない材質を採用して工程を削減
- 材質が傷つかないよう治具を工夫
-

2つのコイル間の寸法管理が困難な特殊トーションバネ
- トーションばね
- ピアノ線
- 2つのコイル間の寸法管理が困難
-

片端がコイルの内側に入り込んだ特殊形状のトーションバネ
- トーションばね
- 硬鋼線
- 自社で製作した特殊な芯金を用いて対応
-

不等間隔ピッチで鉄の直線材を曲げた自転車部品
- 線材曲げ加工品
- 鉄
- 不等間隔ピッチを職人技で調節
- コイル材ではなく直線材を用いて自動機は使わず製作
-

プレスによるカシメ加工が施される逸品
- その他特殊ばね・線材
- めっき線
- カシメ加工が可能
-

有効巻き数0.5、かつD/dが大きい特殊コイル
- 圧縮ばね
- 硬鋼線
- 有効巻き数が非常に小さいため高さの調節が難しい
- D/dが大きいため外径の調節が難しい
-

特殊材を使ったゼンマイばね
- その他特殊ばね・線材
- その他材質
- 特殊材を使用
- 所定の範囲に多数の巻数を収めることに成功
-

太径の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 線径10mmの太径にも対応
-

Rが非常に小さく、密着箇所が2つある線材曲げ加工品(カー用品部品)
- 線材曲げ加工品
- 硬鋼線
- 2箇所の密着難加工部分が存在
- 小さすぎるRの曲げを実現
-

Rが大きく、先端がRに密着している線材曲げ加工品(作業工具部品)
- 線材曲げ加工品
- ピアノ線
- 大きいRの管理が困難
- 先端カットと歪をとる加工を同時に行うことでコスト削減
-

D/dの大きなダブルトーションバネ
- ダブルトーションばね
- ピアノ線
- D/d≒21と大きいためスプリングバックの管理が困難
- バネ材のクセを弱めるため熱処理を実施
- 専用の治具を用いて左右対称に位置合わせ
-

取り付ける部分に合わせてフック部を製作した引張バネ
- 引張ばね
- ピアノ線
- 要望に合わせてフック部の形状を提案
- フック部の先端カットと歪をとる加工を同時に行うことでコスト削減
-
装着部に丁度良い強度と寸法管理を実現
- その他特殊ばね・線材
- ピアノ線
- 装着部にぴったりとはまるように強度や寸法を調整