
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-

あえて逆丸フックを採用した引っ張りバネ
- 引張ばね
- ステンレス鋼線
- コストを優先して逆丸フックをあえて採用
-

線材が折れてしまう問題を加工方法の工夫で解決したトーションバネ
- トーションばね
- ピアノ線
- 線材が折れてしまう現象を加工方法を工夫することで解決
-

テンパー処理で初張力のばらつきをコントロールした引っ張りバネ
- 引張ばね
- ピアノ線
- 熱処理時の温度を管理して初張力のばらつきをコントロール
- フック部分の余分なひずみとりの工程を省きコストを削減
-
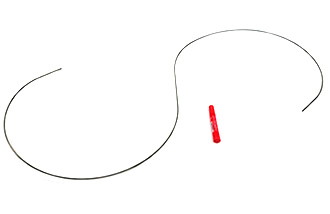
D/d≒150のS字の大きな線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 本来直線矯正で用いるベアリングで曲げ加工を実施
-

左右でコイル径の大きさと巻き方向が異なるトーションバネ
- トーションばね
- 硬鋼線
- 左右で径(トルク)と巻き方向が異なる
-

機能要件に支障がない範囲で仕様変更しコストダウンした正三角形リング
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 線の両端にほんの僅かな隙間を許容するだけで、完全密着に必要な加工工程が削減可能
-

自動機の設定を工夫して効率的に量産した金メッキ処理の照明部品
- 線材曲げ加工品
- リング
- 硬鋼線
- スプリングバックを考慮して自動機の設定をあらかじめ調整
-

直線部分が短いためプレス加工で製作した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- ステンレス鋼線
- プレス加工で製作
-

自動車部品用の特殊形状圧縮ばね
- 圧縮ばね
- ピアノ線
- 正円の圧縮バネの情報を利用して設計
- 加工前に熱処理を行い荷重除去
-

コイル巻き数15で、腕の角度公差を±5°に抑えたトーションバネ
- トーションばね
- ピアノ線
- 腕部分の角度公差を±5°に抑えた
-

回転式のベンダー加工で費用を抑えて製作した建築資材
- 線材曲げ加工品
- 鉄
- 加工方法の工夫で費用を抑えて対応
- 先端加工済の材料を使うため後工程での調節が不 可能
-

フックの線径をコイル部分より太くして強度を高めた両絞りの引っ張りバネ
- 引張ばね
- ピアノ線
- フックとコイルで異なる線径を利用
- 条件に応じて最適なフックの固定方法を提案
-

直線材の調達方法でコスト削減を提案した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- 直線材を調達する方法をお客様と相談してコスト削減を提案
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
- 線材曲げ加工品
- リング
- 硬鋼線
- 自社オリジナルの治具で工程を大幅に削減
- 熱処理を考慮して径を調節
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
- 線材曲げ加工品
- 硬鋼線
- 先に面取り加工をする必要があるので後工程の寸法調整の余地がない
- 自社で製作した治具と職人の絶妙な加減で正確な曲げを実現
-

たった3つのベアリングでコイル材の直線矯正に成功した加工品
- 線材曲げ加工品
- ステンレス鋼線
- 3つのベアリングでコイル材を直線に加工
-
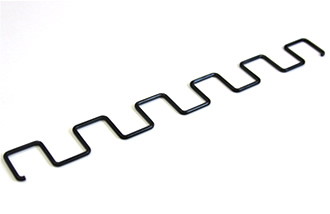
平面度の公差が厳しい直角22箇所の曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面にするために加工前の熱処理で材料のクセを除去
- 低温熱処理時の縮みをあらかじめ考慮して加工
-
公差の要点を押さえて管理コストを削減した電線金具
- 線材曲げ加工品
- 鉄
- 試作前にプロトタイプを製作して懸念点をあらかじめ確認
- 事前に優先する箇所を確認し、出戻りをなくすよう工夫
-

撚線(より線)を用いた引張バネ
- 引張ばね
- 撚線(より線)
- 復元性の高い撚線を芯金ごと熱処理して対応
-

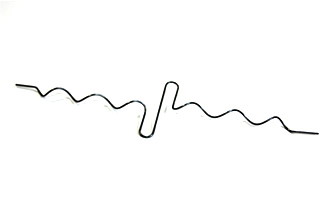
R曲面のある楕円形の線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 切り口のスペースが狭く加工しづらい
- Rが非常に大きい
-

工程削減でコストを抑えた電池ばね
- 圧縮ばね
- ステンレス鋼線
- 不要な工程を削減
- 異なるピッチの管理