
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-

半自動機で0.2mmの隙間をあけて製作したトーションばね
- トーションばね
- 硬鋼線
- トーションバネのピッチを調整
- スプリングバックを考慮した端の加工
-
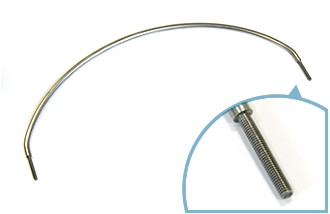
両端にねじ切り加工がされた、Rの大きい線材曲げ加工品(家具部品)
- 線材曲げ加工品
- ステンレス鋼線
- 寸法管理が厳しい
- Rが大きい
- 全数追加工で細かく調整
-

外観を傷つけないように工夫して加工した線材曲げ加工品(鉄道車両部品)
- 線材曲げ加工品
- ステンレス鋼線
- 外観が傷つかないよう工夫して加工
-

楕円形のジグザグ圧縮バネ
- 圧縮ばね
- 硬鋼線
- 機械の型をカスタマイズして加⼯
- 寸法と⾓度の管理が重要
-

内部に⼩さい径のバネを⼊れてジョイントさせるガータースプリング
- その他特殊ばね・線材
- ステンレス鋼線
- ジョイント部分の設計が特殊で組み⽴てが困難
-

⾃社オリジナルの機械で製作したダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- ⾃社製作の機械をカスタマイズして対応
-
意外と難加工!ヤジロベエに使われる線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- D/dが非常に大きくRの管理が難しい
-

異形線(角線)の密着巻きのバネの両端面研削に挑戦した逸品
- 引張ばね
- ピアノ線
- あまり前例のない密着巻きのバネの研磨に挑戦
- 自由長の公差が厳しい
-

量産を考慮して加工方法を提案した照明器具の線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 自動機だけで量産できるよう加工方法を提案
-

アームの直線部が長いVバネ(トーションバネ)
- トーションばね
- ステンレス鋼線
- アームの直線部が長いため、自動機では製作不可
-

両端にねじ切り加工が施されたドリンクホルダー用部品
- 線材曲げ加工品
- 硬鋼線
- あらかじめ両端にねじ切り加工が施された線材を使用
- 後工程での調節が不可能なため正確な位置での曲げが要求された逸品
-

化粧品容器を掃除するための線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 伸直線を使用
- 自動機で成形できる範囲で最大限の利便性を追求
-

4本同時に巻くという難加工の試作に挑戦した逸品
- その他特殊ばね・線材
- 鉄
- 4本同時に巻くことに挑戦
-

できるかどうかまずはやってみる。D/dが非常に大きく公差が厳しい圧縮バネ
- 圧縮ばね
- ピアノ線
- D/dが非常に大きく公差が厳しい
-

工程を削減するためにオリジナルの機械を製作した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- プレス加工とベンダー曲げ加工を一度に行う機械を製作
-
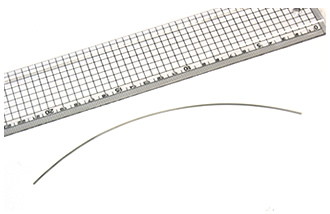
非常に大きいRの管理が難しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 非常に大きいRの管理が難しい
-

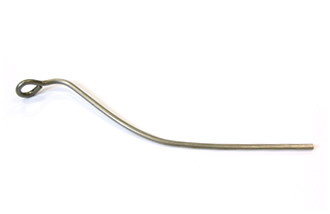
先端の隙間がわずか0.8mmのところを一発で曲げたナスカン形状の線材曲げ加工品
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 先端の隙間がわずか0.8mm
-

曲げ箇所の条件が厳しい線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- クランク状の部分の曲げ箇所が1mm以下
- R開始部分が曲げ箇所に近く、固定が難しい
- 専用の治具を用いたひずみ取り処理
-

噴霧器(塗装業・農業)用の円錐ばね
- 圧縮ばね
- ステンレス鋼線
- 量産時の工程を考慮して設計提案
-

線径0.6mm、D/d≒2.6の曲げを自動機で一発成形したトーションバネ
- トーションばね
- ステンレス鋼線
- 一般的な加工範囲外の条件にもかかわらず自動機で一発成形
-

左右対称になるよう工夫して曲げた線材加工品
- 線材曲げ加工品
- 硬鋼線
- 曲げた際の先端の位置が合うように緻密に調整
- 先端の隙間の広さによって工数が異なる