















材質:SWP-B(SWRS、ピアノ線)
線径:[2.2×2.7]
こちらのバネは、コイリング・曲げを自動機で行えなかったため、芯金巻き(旋盤巻き)で製作しました。

製作工程は、下記の通りです。
(1)芯金巻き(旋盤巻き)による長巻き
(2)所定の巻き数に切断
(3)フック部曲げ
(4)熱処理
一番の難加工ポイントは『フック部角度公差±5°』でした。
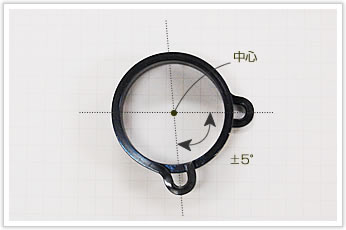
この公差を満たすには、寸法、巻き数の管理は勿論のこと、熱処理の温度と時間の管理が大変重要でした。

材質:SWP-B(SWRS、ピアノ線)
線径:[2.2×2.7]
こちらのバネは、コイリング・曲げを自動機で行えなかったため、芯金巻き(旋盤巻き)で製作しました。
製作工程は、下記の通りです。
(1)芯金巻き(旋盤巻き)による長巻き
(2)所定の巻き数に切断
(3)フック部曲げ
(4)熱処理
一番の難加工ポイントは『フック部角度公差±5°』でした。
この公差を満たすには、寸法、巻き数の管理は勿論のこと、熱処理の温度と時間の管理が大変重要でした。