
















材質:SWP-B(SWRS、ピアノ線)
線径:φ2.0
リング外径:φ42
「長さ」に対する公差要求の高いバネでした。(公差±0.1)

加工工程は、以下の3段階で行いました。
(1)トーションフォーミング加工→(2)ベンダー曲げ加工→(3)プレス加工
(1)トーションフォーミング加工

まずは、トーションフォーミング加工で、『弧』の部分を作ります。この工程が、このバネの肝となる加工でした。 D/dが大きいため、普通のバネより大きなスプリングバックがはたらきます。 しかし、厳しい公差に応えるためには、できるだけスプリングバックを抑えなければなりません。 そのため、巻きつける際は、材料を押さえつけながら巻き、フォーミングを戻す際もゆっくりと、スピードを調整し、スプリングバックをコントロールしながら加工しました。
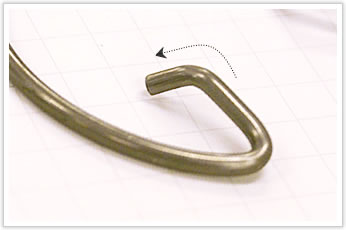
(2)ベンダー曲げ加工

次は、(1)で巻き取った部材の内曲げ加工です。この部分も、曲げ長さの公差が厳しく、自社製のベンダーに二つの回転軸を設置して、加工しました。 同時に、ファイバーセンサーによる長さの検知システムを設置し、公差外の(1)が混入していた場合、ベンダーは作動しないようにしました。
(3)先端のプレス加工
この加工も寸法に影響が大きく、曲げ位置の均一を得るため、近接センサーを使用しました。 長さを検知し、公差外の(2)が混入していた場合、プレスは作動しないようにしました。